Semiconductor technology enables a quality leap in the machining of steel – VM (vitrified micron) technology
The grinding of components for diesel and gas injection traditionally represents the elite in series steel machining.
Current requirements for significant reductions in exhaust emissions now require a further boost to innovation regarding the bore and tight fit achieved by grinding operations. Optimised injection, reduction of exhaust pollution levels, and precise coordination with engine management systems result in component tolerances becoming more narrowly defined from generation to generation. In the case of a 4-cylinder diesel engine, a speed of 3,000rpm typically executes up to 4,000 needle strokes per minute in a solenoid valve injector to inject suitably fine atomised fuel into the combustion chamber via 5 injection operations per cycle. Piezo injectors execute 7 to 10 injection processes, which results in very short opening and closing operations of < 0.1ms. There is therefore a potential for poor combustion with increased emission values if the fit between nozzle body and needle results in the slightest leaks (dripping) due to inadequate or poor seating qualities. The already very tight tolerances have in practice almost halved in recent years and injection pressures have increased from 1600 to 2700 bar.
When machining new generations of injectors, this resulted in a need to split seating-critical operations from a single process into a separate pre-grinding and a finish grinding process. This in turn engaged the relevant manufacturer in high investment costs for new machining centres, or time-consuming modifications to existing equipment given previously available tool concepts. Meister Abrasives is known as a specialist in precision tools for internal grinding and is rising to this challenge with a new generation of tools. Based on in-house developments and products for the semiconductor industry, where low grinding forces and top class surface and geometry requirements are state of the art, this bond technology has been adapted to internal CBN grinding tools. Our new tools with VM bond meet this need without an additional machining operation, whilst the new specifications ensure high removal rates coupled with outstanding geometric dimensional stability and fine surfaces at a high dressing interval.
Meister VM technology
VM bond technology has stood for 10 years now as a synonym for leading-edge technology and the limits of what is feasible in the machining of wafers for the semiconductor industry. Grinding systems with finest particle sizes down to the submicron range represent the elite in grinding technology for vitrified bond applications. The R&D activities at Meister international feature the highest documented standards in semiconductor applications.
But what is behind this VM technology?
Established Meister bond systems for CBN and diamond tools, such as HPB, HPC and Ceramet, enable high removal rates and feature a high surface quality, although often only to a limited extent or needing a subsequent fine grinding or honing process.
The VM bond is based on specially developed raw materials. It uses an appropriate treatment process to bind the smallest abrasive grains in the submicron range into a highly porous vitrified matrix, Fig. 1. Grinding tools equipped in this manner have an extremely high cutting ability with significantly lower pressure build-up in the contact zone. A reduction in grinding forces occurs more rapidly compared to other ceramic bonds and any residual grinding pressure significantly reduces during the finishing phase.
The "nozzle grinding laboratory"
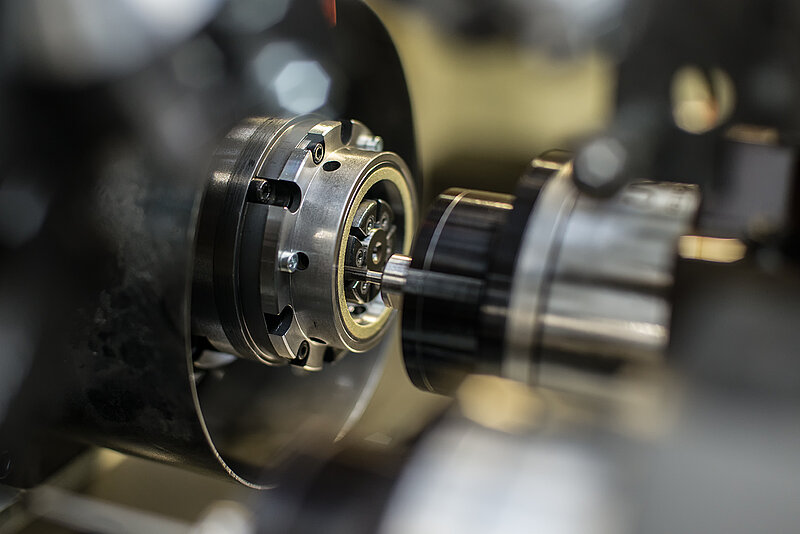
A fully instrumented in-house test centre has been established for the application-oriented development of tools and processes relating to internal cylindrical grinding, in particular the speciality of machining fuel injection nozzles. This is based on a U80 machine type, see Fig. 2. The test centre enables application-oriented development time of new tools and processes to be significantly shortened. Its findings are in principle transferable to the machining of smaller bores (diameters < 8 mm).
Dressing a VM bond grinding tool
Corresponding importance has to be attached to the dressing and conditioning process at such thresholds. Conditioning CBN tools in VM bond with vitrified Meister vDD diamond dressing tools provides the necessary process reliability and performance. Each component within a dressing cycle has to meet the customer's high criteria and requirements from the first part after dressing. Only as a "matching pair" can the boundaries of what is possible be further extended.
Application in the Meister grinding laboratory and in practice
Tool types IG 3.9x9x2/M2 in three different specifications are tested under identical conditions to achieve a practical comparison. This includes the use of two current reference tools from our portfolio in grain size B40 or B35 in comparison to the VM specification in B16.
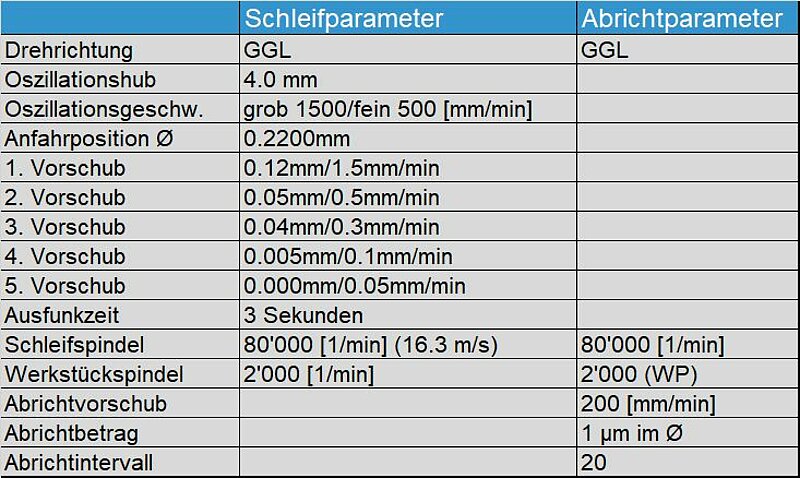
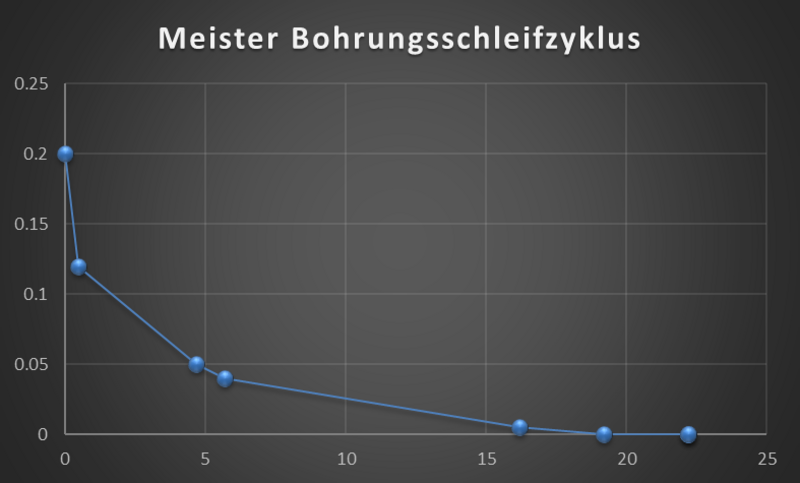
The workpiece is a demonstration component with bore dimensions of 4 x 9 mm. Its material composition corresponds to conventional injector material. Pre-machining and heat treatment are recreated based on a typical serial process. The grinding allowance is consciously set higher to expose the tools to markedly greater stress and determine stability within a dressing interval. An industry-typical grinding oil is used as a cooling lubricant. The main grinding and dressing parameters are listed in Table 1 below and Fig. 3 shows the resulting path-time-curve for the process.
Assessing a grinding wheel's cutting behaviour is conducted, among other things, using the GPC system (Grinding Process Control) integrated within the machine. There are two sensors in the grinding spindle. These can detect any deflection of the grinding mandrel during the process. The result can be read in real time via a calibrated indicator, making it possible to evaluate the grinding pressure directly within the process. This measurement reveals that VM bonds exert lower grinding forces despite their much smaller grain size, Fig. 4. It is also evident that grinding pressure is extremely well reduced at the end of the process.
Surface quality can be improved from the first component, with unrestricted productivity. It is also worth noting the reduced increase in surface roughness over the entire dressing interval, Fig. 5.
Source | Meister Abrasives