Connected Grinding Technology: Trends and Technological Developments at GrindingHub 2026
GrindingHub 2026 in Stuttgart clearly set out the direction for the grinding technology of tomorrow: connected, automated and data-driven. Instead of individual machines, the focus shifted to holistic process chains – complemented by data-based quality assurance and solutions for the more efficient use of tools, coolants and peripheral equipment.
Around 11,000 visitors from all over the world learnt about the latest developments and technological innovations in grinding technology from a total of 462 exhibitors from 28 countries, and used the trade fair as an opportunity for in-depth professional discussion. The high level of international participation, with more than 50 per cent of exhibitors coming from abroad, highlighted that the topics addressed are not limited to the German-speaking market, but are shaping grinding technology worldwide. GrindingHub thus reaffirmed its role as the key international platform for grinding technology, precision surface finishing, tool grinding, measurement technology, automation and digital process solutions across the entire grinding technology process chain. At the same time, the trade fair reflected the fact that the industry is currently under pressure: declining production, weaker exports, rising energy and material costs, and volatile sales markets characterise the current environment. It is precisely for this reason that GrindingHub 2026 focused less on isolated individual machines and more on more productive, robust process chains in which sensor technology, measurement data and digital feedback are utilised for process monitoring and quality assurance. Compared with GrindingHub 2024, a noticeable shift can be observed. Whilst the previous edition had already addressed automation, digitalisation, sustainability, coolant management and new grinding tool concepts as key themes, the 2026 event placed even greater emphasis on the systemic nature of the grinding process. Grinding is no longer viewed primarily as a single operation, but as an interconnected process comprising the machine, tool, sensor technology, measurement technology, data management, automation and service. This development was very evident at the exhibition: many new products were not aimed merely at improving individual process parameters, but at simultaneously addressing process stability, operator support, traceability, energy efficiency and quality assurance. The shift from individual machines to cross-process manufacturing systems was particularly evident in integrated measurement and compensation solutions, data-based spindle and machine condition models, automated dressing and tool manufacturing cells, and new tool concepts designed to achieve higher material removal rates whilst maintaining controlled thermal stress.
Overall technological development: Grinding as an integrated manufacturing system
GrindingHub 2026 demonstrated that technological advances in grinding technology can no longer be described solely in terms of higher spindle power, stiffer machine structures or finer grinding tools. The key trend lies in the functional integration of these individual components. Increasingly, the focus is shifting to the question of how process data, tool conditions, machine behaviour and measurement results can be fed back into one another. In this way, grinding processes can be carried out more stably, efficiently and reproducibly, and viewed as interconnected systems. Consequently, the focus of innovation is shifting from pure process design towards greater process control. The trade fair highlighted that grinding technology is moving towards more robust, digitally supported and, in some cases, adaptive process chains. Wema Glauchau, for example, demonstrated with the Wotan Dynamic Rest how a dynamic steady rest can actively compensate for positional deviations in long, flexible workpieces during machining. GMN also demonstrated with Idea-4X that condition data from the spindle is increasingly being utilised for monitoring, servicing and process evaluation. The aim is no longer simply to grind more accurately or more quickly, but to monitor the development of quality in real time, document it and, where necessary, influence it in a targeted manner.
Artificial intelligence is increasingly taking on the role of an
IDEA-4X
assistance and analysis technology in this context. Examples include data-driven machine and process diagnostics, automatic wear assessment, and systems to support operation, maintenance and process planning. From a technical perspective, it is crucial to recognise that AI should not be seen as a substitute for an understanding of grinding technology processes, but rather as a tool for consolidating and interpreting large volumes of data from machines, tools, sensors and measurement technology. Its benefits are particularly evident where systems convert this data into reliable process information and make it usable for operation, quality assurance, maintenance or process optimisation.
Flexible machine concepts for new workpiece and process requirements
Precision grinding and gear grinding
The grinding machines presented here demonstrate a significant expansion of the application areas they cater for. Alongside high-productivity series solutions, flexible machine concepts are gaining in importance, covering a wider range of workpieces, smaller batch sizes and easier operability. In this way, manufacturers are responding both to the shortage of skilled workers and to the increasing variety of product variants in many end-user industries. Machine concepts are no longer differentiated solely by the number of axes, size or spindle power, but increasingly by their integration into process chains, automation solutions and flexibility.
The Swiss grinding machine manufacturer Kellenberger, based in Goldach, is showcasing two machines – the K8 and the further-developed K10 – that exemplify this trend well. The K8 is designed as a standardised, cost-effective CNC cylindrical grinding machine for entry-level applications as well as for small and medium-sized production runs. It deliberately omits certain configuration options, but offers a stable, precision-oriented foundation with a one-piece machine bed, friction-reducing coated V-shaped flat guides on the Z-axis and high-resolution Fagor measuring systems. Unlike the larger series, the K8 does not have a loader interface and is therefore positioned more firmly as a robust, easily accessible standard machine. The K10, on the other hand, expands the cylindrical grinding portfolio towards greater flexibility and enhanced process support. The universal grinding head accommodates two external grinding wheels as well as a directly driven high-frequency internal grinding spindle with a maximum grinding wheel speed of 60,000 min-1.
Added to this are greater X- and Z-axis travel ranges, an automatic B-axis and an enhanced user interface. Functions for structure-borne noise detection, semi-automatic balancing, quality measurement and grinding time monitoring demonstrate that the machine is not only more versatile, but also more strongly geared towards guided operation, reduced set-up times and process monitoring.
Emag, based in Salach, highlighted not only a broad portfolio of grinding machines at GrindingHub 2026, but above all the importance of coordinated process chains. Components are prepared during the upstream manufacturing stages in such a way that only the strictly necessary final material removal takes place during the grinding process. Grinding is thus not regarded as an isolated corrective operation, but as a precision process deployed strategically within a production chain designed for economic and efficient operation. Particularly in the case of high-precision functional components, this approach can help to reduce machining times, tool wear and process costs without compromising the required dimensional, geometric and surface quality.
This process-chain approach can also be extended to new fields of application. The manufacture of components for humanoid robotics is a particularly prominent example. Such applications require high-precision gear, shaft, screw and actuator components, where motion precision, noise behaviour, load-bearing capacity and service life depend directly on the quality of manufacture. This gives rise to new requirements for flexible yet cost-effective machining solutions that effectively combine different process steps, from roughing to finishing. Among the machine modules presented by EMAG for this purpose were the UG 400 for flexible internal, external, out-of-round and surface grinding operations in a single set-up; the G 500 HL for profile and gear grinding; and the WPG 7 for automated external cylindrical grinding processes. The key factor here is not merely the specific machine concept, but the ability to cover a range of machining tasks within a seamless manufacturing strategy.
Flexible Spannsysteme für anspruchsvolle Bauteile
This approach is also reflected in clamping technology. Flexible process chains require clamping systems that can securely hold components with varying geometries, hard-surface distortion or thin walls, whilst minimising deformation. The German clamping technology manufacturer Emuge, based in Lauf an der Pegnitz, showcased additively manufactured clamping sleeves for the flexible clamping of varying components. Emuge manufactures these clamping sleeves using laser deposition welding and integrates longitudinally running, meandering clamping segments as well as honeycomb structures, which would be difficult to achieve using conventional manufacturing processes. The design of these structures is FEM-based, enabling the targeted adjustment of radial expansions for internal clamping and radial constrictions for external clamping. This eliminates the need for separate rubber elements, which are frequently used in conventional clamping elements. The post-processing of the additively manufactured clamping sleeves using grinding technology plays a key role,

Additively manufactured clamping sleeves
as it is only by machining the internal and external surfaces that the surface topography required for precise clamping is achieved. This approach is particularly suitable for hardened workpieces with hardening distortion, thin-walled components and workpieces with varying geometries, where uniform force distribution and minimal clamping distortion are required.
Self-monitoring grinding processes, AI and sensor technology
Building on such flexible clamping systems, machine and process chain concepts, a further trend emerged at GrindingHub 2026. Manufacturers are increasingly designing grinding machines and associated machining systems for autonomous production processes. The term ‘autonomous manufacturing’ should be used with technical caution in this context. It does not refer to a machine capable of making its own decisions, but rather to a production cell which, once set up, can operate stably and under supervision for extended periods with reduced manual intervention. As a result, the operator’s role is shifting more towards process preparation, monitoring and organisation, away from direct machine operation.
The Swiss machine tool manufacturer Rollomatic, based in Le Landeron, has addressed this trend with an automated tool grinding solution that combines a grinding machine, robotic handling and workpiece storage into a largely operator-independent production cell. The focus here was not on the individual automation components, but on the ability to produce different tools reproducibly over an extended period following initial set-up. Technologically, this marks the transition from the automated stand-alone machine to the autonomous tool production cell. This form of low-operator-intervention manufacturing is becoming increasingly important, particularly in tool grinding, where product variety, the need for skilled labour and quality requirements are high.
A similar approach is being taken with automated grinding wheel preparation at Häberle in Laichingen, a German specialist in CNC technology and robotic automation, in cooperation with Fanuc Germany in Neuhausen auf den Fildern, the German branch of the Japanese automation specialist. This approach combines spark-erosion dressing of conductive grinding wheel bonds with robotic handling, a set-up station and a digitally managed sequence of operations, thereby integrating the process more fully into an automated manufacturing environment. Depending on the tool dimensions, this enables up to 100 tools to be prepared for use autonomously. This approach reduces non-productive time, particularly when tools are changed frequently, and relieves the grinding machines of upstream dressing tasks.
Wema Glauchau demonstrated another example of more closely integrated process control with the Wotan Dynamic Rest. The grinding of long, cantilevered components is often associated with deflection, which can vary depending on the workpiece geometry and the grinding process. To provide greater support for the workpieces, steady rests are used. The dynamic centre not only supports long and slender workpieces but also enables active tracking to compensate for minimal positional deviations during machining. This represents a further development of what was previously a largely experience-based setting and support process towards a controlled workpiece guidance system. Technically speaking, this is a closed-loop approach to dynamic position correction in external cylindrical grinding. This is particularly relevant for long, flexible components, as workpiece position, deflection and roundness errors directly determine the achievable geometric accuracy.
The dynamic centre transmits the feedback directly to the workpiece’s support and position guidance. The same approach is also evident in the acquisition and evaluation of machine and spindle conditions. The focus here is less on the direct mechanical compensation of individual deviations and more on the structured acquisition, processing and utilisation of condition data as the basis for monitorable and, in the long term, more autonomous manufacturing processes.
With Idea-4X, GMN of Nuremberg has taken the concept of the sensor-integrated spindle a step further towards a networked spindle and data ecosystem. Whilst Idea-4S laid the foundations for the acquisition of spindle and condition data via a standardised IO-Link connection,
With Idea-4X, this approach is expanded to include more closely integrated analysis, communication and service capabilities. Condition parameters such as vibration, speed, temperature, shaft growth and operating data are thus no longer viewed merely as individual values, but are aggregated to form an interpretable picture of the machine’s condition. The spindle is thus increasingly viewed as a data-driven process module that supports monitoring, servicing, digital documentation and, in the future, process optimisation. Digital twins and digital product passports provide the spindle or machine with a digital identity, enabling technical characteristics, operating data and service information to be mapped in a more structured manner. Idea-4X thus exemplifies the trend towards viewing grinding spindles not merely as a primary mechanical component, but as a data-driven and networkable process module.
A complementary approach was demonstrated by Neuron Soundware. Founded in 2016, this Czech start-up uses acoustic AI to assess machine and process conditions based on characteristic noise signatures. This approach is of particular interest for grinding machines because spindle bearing conditions, incipient damage or process anomalies are often accompanied by changes in vibration and sound patterns. The advantage lies in the fact that acoustic monitoring does not necessarily have to be installed directly within the working gap, but can be integrated into existing machine environments as an additional diagnostic layer. This expands condition monitoring to include a non-invasive method for the early detection of spindle and bearing anomalies.

SmartHub uses AI to analyse machine and production data
Vollmer, based in Biberach, has taken up the concept of data-driven assistance with its SmartHub platform. The platform links machine, data and process information, supplementing this with an AI-powered chatbot for analysing machine data. From a technical perspective, the key aspect here is not so much the idea of a machine making autonomous decisions, but rather the structured provision of existing information. The platform makes machine statuses, production data and service data more easily accessible and supports operators, production planning and service teams in diagnostics, process evaluation and maintenance decisions. The digital assistance layer therefore does not replace experiential knowledge, but rather makes it applicable in a structured way.
At the same time, the increasing interconnectivity of machines and data requires suitable digital infrastructures. United Machining Solutions has addressed this aspect with digital solutions for machine operation, production monitoring and service integration as a further development of its in-house C.O.R.E. platform. In doing so, United Machining is bringing machine data, user interfaces, service functions and analyses more closely together. It is particularly important to note that digital machine connectivity should not be viewed merely as a convenience or efficiency feature, but also touches on issues of cyber resilience. Remote access requires controlled authorisation, encrypted transmission and traceable documentation. This demonstrates that self-monitoring and networked grinding processes require not only additional sensor technology and analysis software, but also a secure digital environment in which machine, service and production data can be reliably utilised.
From tool wear to helix analysis: measurement technology is becoming a key basis for decision-making in the manufacturing process
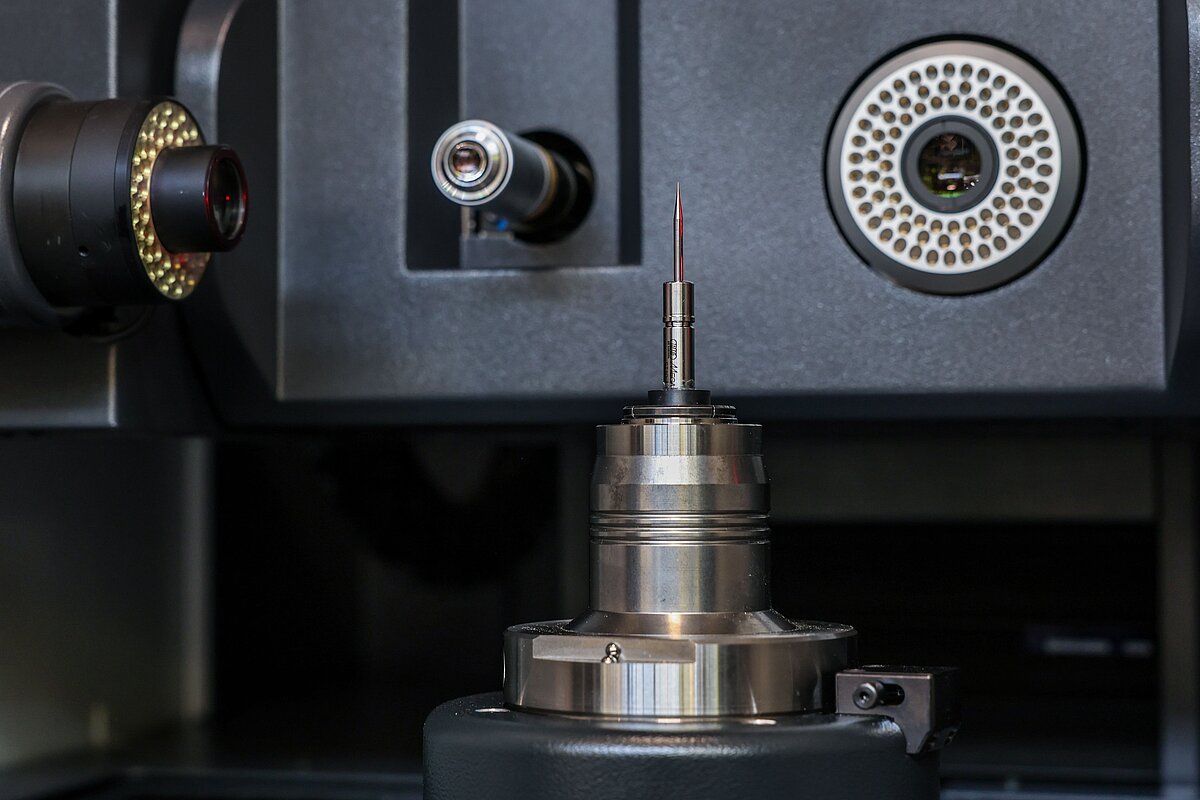
AI-powered wear analysis for efficient tool inspection and fully automated measurement systems for micro-tools
Machine condition monitoring is followed by process-oriented assessment of tool and component quality. Zoller, based in Pleidelsheim, presented a wide range of measurement, inspection and automation solutions for the grinding process. These include AI-supported solutions for assessing the wear on cutting tools. As a result, the assessment of tool condition is no longer dependent solely on the operator’s subjective judgement, but can be evaluated in a standardised, image-based manner. This allows wear conditions to be documented more reliably and provides a better basis for decisions regarding the continued use of tools. In addition, Zoller demonstrated approaches using measurement systems such as titan for the automated measurement of micro-tools, cutting edge characterisation and the assessment of surface finish on chip-forming surfaces. Measurement technology is thus increasingly evolving from a downstream inspection tool into an integral part of digitally supported quality control loops in tool manufacturing.
The start-up Metubiq, based at the University of Kassel, is pursuing a different approach to process-integrated measurement technology.
The company specialises in vibration-compensated optical in-line measurement technology based on white-light interferometry. In addition to the actual measurement data, an additional sensor records vibrations as height differences. By correlating the white-light interferometry data with these vibration or distance components, disruptive vibrations can be mathematically compensated for. This brings precision optical measurement technology closer to production environments.
When evaluating sealing mating surfaces, directional surface structure is becoming increasingly important alongside roughness parameters, as micro- and macro-twist can cause an undesirable conveying effect within the sealing contact. At the Grinding Solution Park Wissenschaft, the Institute for Machine Elements at the University of Stuttgart presented the IMA-Microlead Analysis, a measurement and evaluation approach that translates twist assessment in accordance with the new FVA Guideline 975 I into an industrially viable testing environment. The guideline provides standardised terminology, defined measurement and evaluation procedures, as well as specifications for quality control and fault analysis of sealing mating surfaces. The short evaluation time is of particular technical relevance. According to the IMA, the IMA-Microlead Analysis can be carried out in approximately 2.5 minutes; a 3D macro-twist and combined structure-based twist analysis in accordance with FVA 975 I takes around 3 minutes; and a macro-twist measurement in accordance with MBN 31007-7 for a shaft diameter of 50 mm takes approximately 7.5 minutes. This shifts twist analysis more firmly towards production-oriented quality assurance. Furthermore, software support, customer-specific adaptations and automation options enable its integration into industrial inspection processes.
Coolant supply, extraction and energy efficiency
Alongside machinery, sensor technology and measurement technology, the supply of cooling lubricant is also coming increasingly into focus as a technological lever in its own right. In grinding in particular, the coolant supply determines not only cooling but also cleaning efficiency, thermal process stability, the prevention of grinding burn, tool life and energy consumption. For this reason, manufacturers are increasingly viewing coolant systems not merely as simple peripherals, but as process modules that must be designed, monitored and optimised for energy efficiency.
When designing grinding machines, manufacturers are increasingly improving the coolant supply from a fluid dynamics perspective. Less established, however, is the targeted CFD-based design of the machine’s internal extraction system. The start-up company Wirth Engineering, based in Eging am See, has developed an approach that considers not only the exhaust air flow rate but also the entire airflow within the machine compartment. Large-area, semi-permeable air inlet and outlet elements are designed to distribute the airflow more evenly throughout the machine’s volume, thereby capturing aerosols more reliably. Through simulation-based optimisation of the position, size and permeability of the inlet and outlet elements – for example, in the form of baffle or filter plates – local flow peaks can be reduced and pressure losses limited. The aim is to achieve higher extraction performance at a lower differential pressure, as well as a more homogeneous flow distribution, which also helps to prevent undesirable local evaporative cooling caused by high air velocities. This approach thus applies established methods of CFD-based nozzle optimisation to the extraction and airflow management in grinding machines.
Quaker Houghton, together with its associated company Grindaix from Kerpen, demonstrated the industrial application of the trend towards flow-engineered and monitored coolant supply systems. The focus here is not on integrating sensors into the outlet nozzle itself, but on the combination of flow-optimised cooling lubricant supply components and sensor-based monitoring of the cooling lubricant circuit. Additively manufactured components enable internal geometries that would be difficult to produce using conventional methods and can therefore be specifically designed for a process-oriented supply of the cooling lubricant. In addition, sensor systems measure relevant operational and supply parameters such as pressure, flow rate, temperature and the condition of the coolant, thereby making the coolant supply more transparent. As a result, coolant technology is evolving from a static supply unit into a monitored process component that simultaneously influences quality, energy efficiency and resource utilisation.
Improving performance and sustainability through new grinding and dressing tool concepts
The grinding tools presented at GrindingHub 2026 focus on new technologies, application-specific developments and sustainable tool concepts. Numerous companies are addressing higher material removal rates, new bonding systems and approaches to resource-efficient tool concepts.
The Swiss grinding tool manufacturer Meister Abrasives, based in Andelfingen, presented an innovative organic bonding system called Fusion for precision machining. The new bonding system aims to combine increased removal rates with a high surface finish. It can be used in medical technology and in the precision machining of components subject to high loads.
With FUSION, Meister is introducing an organic bonding system for grinding tools
With a new manufacturing concept for bonding systems, MicroGrind, based in Rinteln, has demonstrated an approach to increasing grain retention forces in grinding tools. The new manufacturing strategy can be applied to both ceramic and resin-bonded binders. The company pre-treats not only the binder but also the abrasive to improve initial grain adhesion. This is intended to enable the tools to achieve longer service life and increased productivity. The tools have been successfully tested in the face grinding of connecting rods, as well as in double-sided face grinding.
Kapp Niles from Coburg presented CBN-pro, electroplated grinding tools made from cubic boron nitride (CBN), which are based on a new manufacturing strategy. The main area of application is the grinding of cast rotors, although the technology can be used for both roughing and finishing tools. For roughing tools, the focus is on higher material removal rates. The tool achieves this through an increased chip clearance volume and a reduced tendency for grain agglomeration, which improves the removal of chips and abrasive particles from the contact zone. For finishing operations, the tool design aims to ensure consistent surface quality even with coarser CBN grain sizes.
Modular dressing system with replaceable coating and reusable backing
Dr Kaiser from Celle presented the Eco-Wechselsystem, a modular dressing system in which the base body is reused and only
the worn dressing layer is replaced. The dressing tool can thus be divided into a durable base body and a replaceable functional coating. This reduces material usage compared to purchasing a completely new tool and can lower replacement costs, as users can keep a stock of coating rings and replace them as required. According to the manufacturer, the replacement can be carried out both in the factory and by the user using a tool set. A key aspect for the grinding process is that the re-coating should be carried out without compromising the required tolerance and concentricity specifications. The system therefore primarily addresses resource utilisation, tool logistics and the reusability of precision backing components when dressing ultra-hard abrasives.
Grinding technology: between process expertise and system integration
GrindingHub 2026 made it impressively clear that the future of grinding technology lies not in the isolated improvement of individual components, but in their targeted integration into stable, monitored and cost-effective process chains. More high-performance tools, more flexible clamping and support systems, optimised coolant delivery, measurement technology integrated closer to the process, more autonomous handling solutions and secure digital infrastructures are increasingly developing into an integrated system. Within this interplay, process knowledge, data and automation are playing an ever greater role in determining productivity, quality and resource efficiency.
AI-supported and data-driven solutions complement this development by making it easier to assess machine conditions, tool wear, process deviations and quality characteristics. This lays the foundation for more closely monitored and, in the long term, more autonomous manufacturing processes. Progress in this area lies not so much in individual technological leaps, but rather in numerous application-oriented, detailed improvements that make grinding processes more stable, more economical, more transparent and easier to integrate into end-to-end manufacturing strategies.
Source | VWD
Photos | VDW / Uli Regenscheit
Author | Tountzer Tsagkir Dereli, M.Sc., Institut für Spanende Fertigung, TU Dortmund