Diamond dressing rolls in the grinding system - Assembly instructions for diamond dressing rolls
Diamond dressing rolls represent high quality tools manufactured with extreme accuracy. The tolerances are in the range of 1 to 4μm. Diamond dressing rolls should therefore always be handled with care, gentleness and cleanliness.
Basic
Diamond dressing rolls represent high quality tools manufactured with extreme accuracy. The tolerances are in the range of 1 to 4μm. Diamond dressing rolls should therefore always be handled with care, gentleness and cleanliness.
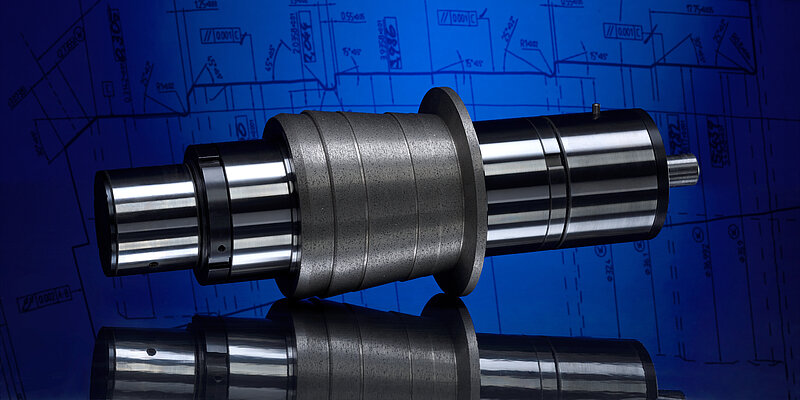
In principle, we recommend leaving the high-precision diamond roll arbor and the high-precision diamond dressing roll as one unit and using a separate diamond roll arbor for each diamond roll (see Fig. 1). Have your diamond roll mounted on the diamond roll arbor by the diamond dressing roll manufacturer. In this way, you will achieve an optimum dressing result and a longer service life.
It is best to store diamond dressing rolls in the wooden box supplied and, if available, fasten the roll in the wooden box with the fastening elements. Always store the diamond dressing rolls in a clean condition and lightly oiled. Very wide diamond dressing rolls, larger than 150mm width, are to be supported in the middle.
Changing the diamond dressing roll
Diamond dressing rolls usually have a bore tolerance field H3. They should only be used on dressing roll mandrels with tolerance field h2 (for the common diameters 52 to 63mm, the upper dimension is 0.000 and the lower dimension -0.003) whose running deviations do not exceed 0.002mm axially and radially. The spacer bushings should have a slight clearance fit with the mandrel, e.g. tolerance zone G4. The axial runout and the plane parallelism of the spacer bushes must not exceed 0.002mm.
Proceed as follows to mount the diamond dressing rolls: Clean the diamond dressing roll and heat it to approx. 50° C in an oil or water bath.
Caution: Never heat diamond dressing rolls above 100° C (risk of destruction!).
Remove water, oil and dirt residues, especially from the bore, and lightly oil the diamond dressing roll with thin, acid-free oil.
Place the diamond dressing roll absolutely straight on the mandrel, do not tilt it, and push it on only in the longitudinal direction - the hand force should be sufficient for this. Do not mount by hitting or pressing on.
If it is not possible to mount the diamond dressing roll on the mandrel in this way, please check the actual diameter of the mandrel. If necessary, cool down the mandrel and repeat the assembly.
The run of the assembled unit of diamond dressing roll and mandrel can be checked on the measuring collar of the diamond dressing roll with a measuring probe.
Only insert diamond dressing rolls on the grinding machine after checking the function of intensive cooling in the direction of rotation of the grinding wheel. Make sure that the coolant flow is directed at the diamond dressing roll and never at the gap of the seal between the collar and the fixed bearing bush or the clamping nut and the floating bearing bush. If necessary, the grinding wheel must also be flushed free of grinding chips under high pressure. Never dress with the diamond dressing wheel stationary.
Caution: Failure of the cooling and standstill of the diamond dressing roll during dressing will destroy the dressing roll.
Proceed as follows to dismantle the diamond dressing rolls: Loosen the clamping nut and pull the spacer bushes off the roller mandrel. Clean the roller mandrel and the bore chamfer of the diamond dressing roller. Lightly oil the roller mandrel with thin-bodied, acid-free oil.
Heat the diamond dressing roll with warm water or oil to approx. 50° C. If necessary, cool the mandrel and remove the diamond dressing roll axially only. Do not twist the roll.
Never disassemble diamond dressing roll sets and assemble them in a different order. Do not combine rollers and spacer bushes from one set with parts from another set.
Mandrels and drive device for diamond dressing rolls
Commissioning
All units must be protected against vibration. When handling the diamond roll arbors, no radial or axial shocks or pressure must be applied to the bearing points in particular. Impacts and pressure on the bearing points could cause damage which would impair the service life of the diamond roll arbors. Each diamond roller arbor should be clamped into a positive fit mounting. Furthermore, the bore of the dressing roll should not exceed a maximum form error of 5μm. Furthermore, make sure that no clamping screw can exert pressure on the spindle housing.
The diamond roller arbours are mounted with permanent grease lubrication and are therefore maintenance-free. The service life of the bearing depends on the operating conditions and is within a very wide range. In the event of manufacturing problems and a concentricity error of more than 4-6μm at the mounting, we recommend sending the diamond roller arbours to the manufacturer for repair. For the version with overpressure in the bearing points (sealing air), the overpressure should be approx. 0.3bar.
Before commissioning, make sure that the attachments such as pulleys and diamond roller are properly fastened. The diamond roller arbours have been subjected to a test run in accordance with regulations. Slightly increased temperatures during initial commissioning are not harmful to the diamond roller arbor. However, a temperature of 50° C should not be exceeded. Before mounting the diamond roll, the arbor must be thoroughly cleaned. The diamond roll arbours must not be "hung up" at the two storage points for transport purposes.
To store the diamond roll mandrels, lightly oil them, wrap them in oiled paper and cover them with a "plastic stocking" to prevent mechanical damage. Completely assembled units, consisting of the diamond roll arbor and assembled diamond dressing rolls, should be stored in the corresponding and labelled wooden box. Diamond roll arbours must not be exposed to large temperature fluctuations in order to avoid condensation and thus the risk of rust. All diamond roller arbours are independent of clockwise and anti-clockwise rotation and can be used in both directions of rotation. The diamond roller arbours are designed for a speed of 3,500 min-1 with a maximum duty cycle of one minute in the dressing cycle. However, the duty cycle should not exceed 5 to 8min when re-profiling the grinding wheel.
If the diamond roll arbor is in the rest position, i.e. not in use, it can be operated at a constant "rest speed" of approx. 800min-1 to 1,000min-1. This means that the diamond roll arbor reaches operating temperature more quickly. Another advantage is that the rotation prevents the grinding sludge from settling so easily on the diamond roll mandrel and the seals. If the mass (diamond roll) is in motion, the breakaway torque is minimised when the motor starts.
The service life of the spindle bearing depends on the operating and usage conditions and is within a very wide range.
Repairs
Very good knowledge is required to repair the diamond roller arbours. Therefore, we recommend that any repairs or overhauls should only be carried out by trained personnel, preferably by the manufacturer.
In case of improper disassembly and assembly, some production parts and especially the high-precision spindle bearings may be affected, which will have an impact on the service life of the diamond roll arbors. Please note that improper disassembly of the diamond roller arbours usually results in the loss of any compensation claims.
To ensure perfect precision and function, only original parts from the manufacturer should be used.
Maintenance
The diamond roller arbours are provided with permanent grease lubrication and are therefore maintenance-free.
Concepts of dressing units
In the older literature, one sometimes still finds dressing units with a rigid mandrel between two tips (see Fig. 2). If the mandrel is only made of hardened steel, the speed should not exceed 300min-1. However, if the mandrel has tungsten carbide centres to reduce wear, it is possible to go up to approx. 650min-1. Nevertheless, with the limited speed of the dressing spindle, the wide range of dressing parameters can no longer be set, which in many cases hinders the grinding process.
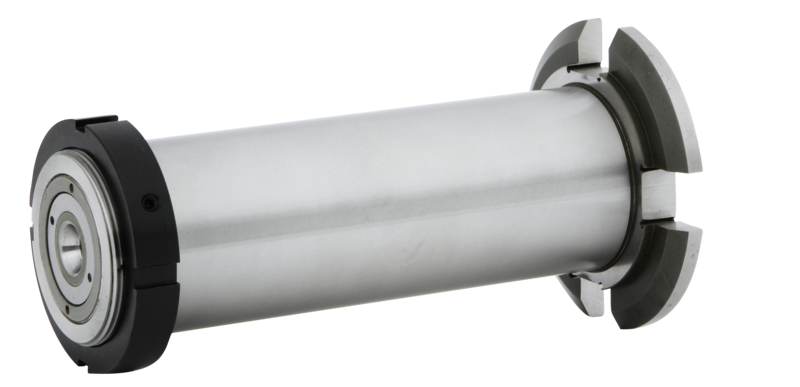
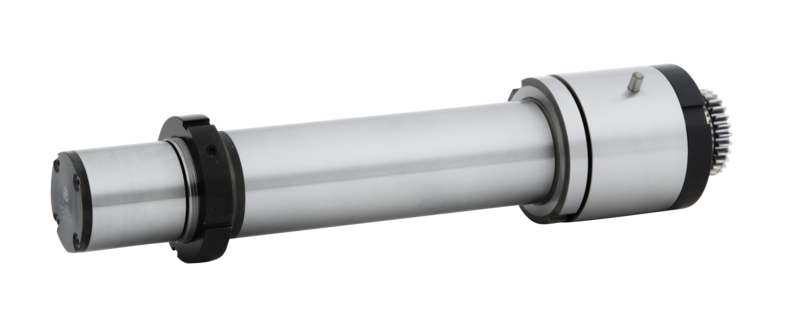
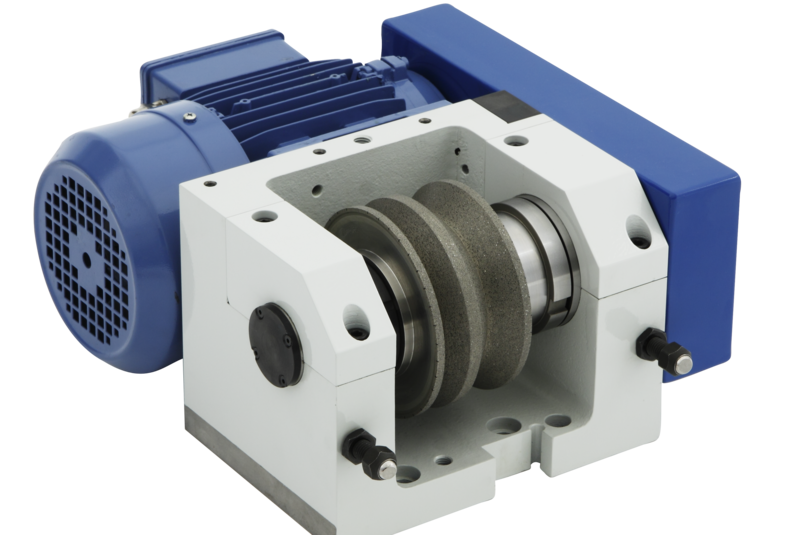
For this reason, ball-bearing dressing roller mandrels with cantilever or double bearings have become established over the past 20 years. The double bearing (see fig. 3 and fig. 4) is the most solid and most accurate mounting of the dressing mandrels in the dressing device. However, changing the diamond dressing roll requires the removal of the complete mandrel with dressing roll.
In contrast, the flying bearing has the advantage that the diamond roller can be removed on one side for changing and the mandrel can remain in the device or the grinding machine. In many cases, the flying bearing is combined with a hydraulic expansion mandrel, which makes changing the diamond roll even easier. The flying bearing is only recommended for relatively narrow diamond dressing rolls or for diamond form rolls.
Integration into the grinding machine
In addition to their rotary drive, the dressing devices require the devices for movement into the dressing positions and the radial feed. In the simplest case, however, the grinding wheel moves to the dressing position with the existing axes of the grinding machine.
In production machines, however, the dressing roll with the dressing device is usually located behind or above the grinding wheel and therefore requires its own axes for positioning and feed. The axis in radial direction of the diamond dressing roll must be a driven axis, ideally an NC axis, and must be integrated into the machine control. The axis in axial direction can be a pure setting axis. It is used to set the axial position to the grinding wheel. The dressing roll should be centred on the grinding wheel. The adjustment is made during the set-up process.
The taper of the diamond dressing roll can be a particular problem. It should not be more than 4µm. However, even if this value is exhausted, today's tolerances, for example in the cylindrical grinding of gear shafts, can no longer be met.
A grinding machine therefore needs a compensation of the taper of the dressing roll. Compensation can often be achieved by offsetting the centres of the workpiece holder, e.g. in cylindrical grinding operations between centres. In centreless plunge-cut operations, the taper of the dressing roll is usually compensated for when dressing the regulating wheel. In internal grinding, the taper of the dressing roll is compensated via the wheelhead or the clamping of the dressing device on its slide.
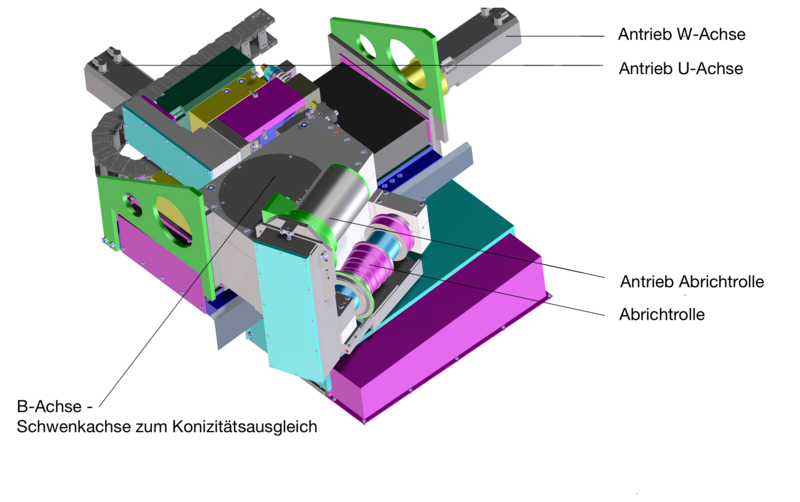
A very productive solution is available on GST cylindrical grinding machines. On these, the dressing device is mounted on a unit with three NC axes. In addition to the radial U-axis with feed and the dressing feed, the axial W-axis is also designed as an NC axis. Furthermore, there is an NC swivel axis, the B axis, for compensating the taper of the diamond dressing roll. This arrangement gives extreme flexibility and saves a lot of time in the set-up process. Figure 5 shows the principle structure of this dressing device.