Diamant-Abrichtrollen im System Schleifen - Montageanleitung für Diamant-Abrichtrollen
Der folgende Artikel ist ein Auszug aus dem Fachbuch von Dr. Frank Weise „Abrichten von Schleifkörpern mit Diamantwerkzeugen“, welches 2021 mit dem Carl Hanser Verlag erschienen ist. Die Veröffentlichung dieses Buchkapitels 17 erfolgt mit freundlicher Genehmigung des Carl Hanser Verlags.
Grundsätzliches
Diamant-Abrichtrollen stellen hochwertige Werkzeuge dar, die mit äußerster Genauigkeit gefertigt wurden. Die Toleranzen liegen im Bereich von 1 bis 4μm. Diamant-Abrichtrollen sollten deshalb stets unter dem Grundsatz der Sorgfalt, Schonung und Sauberkeit behandelt werden.
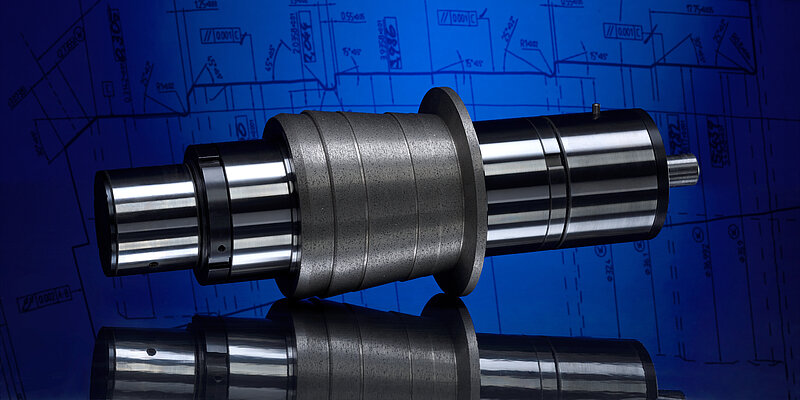
Grundsätzlich empfehlen wir, den hochpräzisen Diamantrollen-Aufnahmedorn und die hochgenaue Diamant-Abrichtrolle als eine Einheit zu belassen und für jede Diamantrolle einen gesonderten Diamantrollen- Aufnahmedorn zu verwenden (s. Abb. 1). Lassen Sie Ihre Diamantrolle vom Diamant-Abrichtrollenhersteller auf den Diamantrollen- Aufnahmedorn montieren. Somit erzielen Sie ein optimales Abrichtergebnis und eine höhere Lebensdauer.
Lagern Sie Diamant-Abrichtrollen am besten in dem mitgelieferten Holzkasten und, wenn vorhanden, befestigen Sie die Rolle im Holzkasten mit den Befestigungselementen. Lagern Sie die Diamant- Abrichtrollen stets im sauberen Zustand und leicht eingeölt. Sehr breite Diamant-Abrichtrollen, größer 150mm Breite, sind in der Mitte zu unterstützen.
Wechseln der Diamant-Abrichtrolle
Diamant-Abrichtrollen tragen in der Regel ein Bohrungs-Toleranzfeld H3. Sie sind nur auf Abrichtrollendornen mit dem Toleranzfeld h2 (bei den häufigen Durchmessern 52 bis 63mm ist dabei das obere Abmaß 0,000 und das untere Abmaß -0,003) einzusetzen, deren Laufabweichungen axial und radial 0,002mm nicht überschreiten. Die Distanzbuchsen sollten eine leichte Spielpassung mit dem Dorn erhalten, z.B. Toleranzfeld G4. Der Planlauf und die Planparallelität der Distanzbuchsen dürfen 0,002mm nicht übersteigen.
Gehen Sie zur Montage der Diamant-Abrichtrollen wie folgt vor: Diamant-Abrichtrolle reinigen und im Öl- oder Wasserbad auf ca. 50° C durchwärmen
Achtung: Diamant-Abrichtrollen keinesfalls über 100° C erwärmen (Zerstörungsgefahr!).
Wasser-, Öl- und Schmutzreste, insbesondere aus der Bohrung entfernen und Diamant-Abrichtrolle leicht mit dünnflüssigem, säurefreiem Öl einölen.
Diamant-Abrichtrolle absolut gerade auf den Dorn aufsetzen, nicht verkanten, und nur in Längsrichtung aufschieben – die Handkraft sollte dafür ausreichen. Nicht durch Schlagen oder Aufpressen montieren.
Ist das Aufziehen der Diamant-Abrichtrolle auf den Dorn auf diese Weise nicht möglich, bitte den Istdurchmesser des Dornes kontrollieren. Unter Umständen Dorn unterkühlen und Montage wiederholen.
Der Lauf der montierten Einheit aus Diamant-Abrichtrolle und Dorn kann auf dem Messbund der Diamant-Abrichtrolle mit einem Messtaster kontrolliert werden.
Setzen Sie Diamant-Abrichtrollen auf der Schleifmaschine nur nach Kontrolle der Funktion einer intensiven Kühlung in Drehrichtung der Schleifscheibe ein. Achten Sie darauf, dass der Kühlmittelstrom auf die Diamant-Abrichtrolle gerichtet ist und keinesfalls auf den Spalt der Dichtung zwischen Bund und Festlagerbuchse bzw. Spannmutter und Loslagerbuchse. Gegebenenfalls ist die Schleifscheibe zusätzlich unter Hochdruck von Schleifspänen freizuspülen. Richten Sie niemals mit stillstehender Diamant-Abrichtrolle ab.
Achtung: Ausfall der Kühlung und Stillstand der Diamant- Abrichtrolle beim Abrichten zerstören die Abrichtrolle.
Gehen Sie zur Demontage der Diamant-Abrichtrollen wie folgt vor: Lösen der Spannmutter und Abziehen der Distanzbuchsen vom Rollendorn. Säubern von Rollendorn und Bohrungsfase der Diamant-Abrichtrolle. Rollendorn leicht mit dünnflüssigem, säurefreiem Öl einölen.
Diamant-Abrichtrolle mit warmem Wasser oder Öl auf ca. 50° C erwärmen, unter Umständen Dorn unterkühlen und Diamant-Abrichtrolle nur axial abziehen. Rolle nicht verdrehen.
Diamant-Abrichtrollen-Sätze niemals demontieren und in anderer Reihenfolge montieren. Kombinieren Sie nicht Rollen und Distanzbuchsen aus einem Satz mit Teilen aus einem anderen Satz.
Dorne und Antriebsvorrichtung für Diamant-Abrichtrollen
Inbetriebnahme
Alle Aggregate sind vor Erschütterung zu schützen. Bei der Handhabung der Diamantrollen-Aufnahmedorne dürfen besonders auf die Lagerstellen keine radialen und axialen Stöße oder Druck ausgeübt werden. Durch Stöße und Druck auf die Lagerstellen könnten Schäden verursacht werden, welche die Lebensdauer der Diamantrollen-Aufnahmedorne beeinträchtigt. Jeder Diamantrollen-Aufnahmedorn sollte in eine formschlüssige Aufnahme geklemmt werden. Weiterhin sollte die Aufnahmebohrung der Abrichtrolle einen maximalen Formfehler von 5μm nicht überschreiten. Desweiteren ist darauf zu achten, dass keine Klemmschraube Druck auf das Spindelgehäuse ausüben kann.
Die Diamantrollen-Aufnahmedorne werden mit einer Fettdauerschmierung montiert und sind somit wartungsfrei. Die Lebensdauer der Lagerung richtet sich nach den Betriebsverhältnissen und bewegt sich in einem sehr weiten Rahmen. Bei auftretenden Fertigungsproblemen und einem Rundlauffehler an der Aufnahme von über 4-6μm empfehlen wir, die Diamantrollen-Aufnahmedorne zur Reparatur an den Hersteller einzusenden. Bei der Ausführung mit Überdruck in den Lagerstellen (Sperrluft) sollte der Überdruck ca. 0.3bar betragen.
Vor Inbetriebnahme sollte sichergestellt sein, dass die Anbauteile wie Riemenscheiben und Diamantrolle ordnungsgemäß befestigt sind. Die Diamantrollen-Aufnahmedorne wurden vorschriftsgemäß einem Testlauf unterzogen. Leicht erhöhte Temperaturen bei der Erstinbetriebnahme sind für den Diamantrollen-Aufnahmedorn nicht schädlich. Jedoch sollte eine Temperatur von 50° C nicht überschritten werden. Vor dem Aufziehen der Diamantrolle muss die Aufnahme gründlich gereinigt werden. Die Diamantrollen-Aufnahmedorne dürfen nicht an den beiden Lagerstellen zu Transportzwecken „angehängt“ werden.
Zum Einlagern der Diamantrollen-Aufnahmedorne werden diese leicht eingeölt, mit Ölpapier umwickelt und mit einem „Kunststoffstrumpf“ gegenmechanische Beschädigung versehen. Komplett montierte Aggregate, bestehend aus dem Diamantrollen-Aufnahmedorne und montierten Diamant-Abrichtrollen, sollten im zugehörigen und beschrifteten Holzkasten gelagert werden. Diamantrollen-Aufnahmedorne dürfen keinen großen Temperaturschwankungen ausgesetzt werden, um Kondenswasserbildung und somit Rostgefahr zu vermeiden. Alle Diamantrollen-Aufnahmedorne sind Rechts- und Linkslauf-unabhängig und können in beide Drehrichtungen eingesetzt werden. Die Diamantrollen-Aufnahmedorne sind für eine Drehzahl von 3.500min-1 bei einer Einschaltdauer von maximal einer Minute im Abrichtzyklus ausgelegt. Jedoch sollte die Einschaltdauer bei einer Neuprofilierung der Schleifscheibe 5 bis 8min nicht übersteigen.
Ist der Diamantrollen-Aufnahmedorn in der Ruheposition, also nicht im Einsatz, kann er mit einer konstanten „Ruhedrehzahl“ von ca. 800min-1 bis 1.000min-1 betrieben werden. Der Diamantrollen-Aufnahmedorn ist dadurch schneller auf Betriebstemperatur. Von Vorteil ist auch, dass durch die Rotation sich der Schleifschlamm nicht so einfach an dem Diamantrollen-Aufnahmedorn und den Dichtungen absetzten kann. Ist die Masse (Diamantrolle) in Bewegung, wird das Losreißmoment minimiert wenn der Motor anläuft.
Die Lebensdauer der Spindellagerung richtet sich nach den Betriebs- und Einsatzverhältnissen und bewegt sich in einem sehr weiten Rahmen.
Reparaturen
Zur Reparatur der Diamantrollen-Aufnahmedorne sind sehr gute Kenntnisse notwendig. Deshalb empfehlen wir etwaige Reparaturen oder Instandsetzungen nur von ausgebildeten Mitarbeitern durchführen zu lassen, am besten beim Hersteller.
Bei unsachgemäßer Demontage und Montage können einige Fertigungsteile und besonders die hochgenauen Spindellager in Mitleidenschaft gezogen werden, was sich auf die Lebensdauer der Diamantrollen-Aufnahmedorne auswirkt. Bitte beachten Sie, dass durch unsachgemäße Demontage der Diamantrollen-Aufnahmedorne zumeist jegliche Ausgleichsansprüche verloren gehen.
Um eine einwandfreie Präzision und Funktion zu gewährleisten, sollte nur Originalteile der Herstellerfirma verwendet werden.
Wartung
Die Diamantrollen-Aufnahmedorne sind mit einer Fettdauerschmierung versehen und sind somit wartungsfrei.
Konzepte der Abrichtvorrichtungen
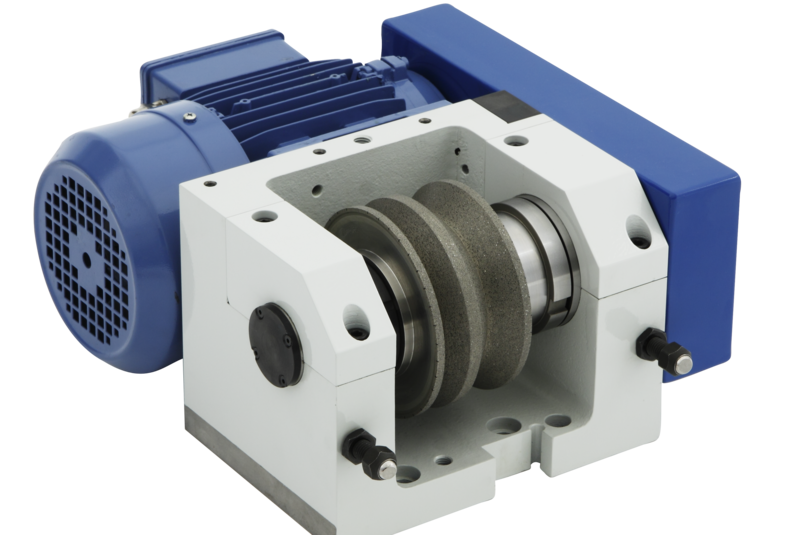
In der älteren Literatur findet man zuweilen noch Abrichteinheiten mit starrem Dorn zwischen zwei Spitzen (s. Abb. 2). Ist der Abrichtdorn lediglich aus gehärtetem Stahl, sollte die Drehzahl nicht über 300min-1 hinausgehen. Hat der Dorn allerdings zur Verschleißminderung Zentrierungen aus Hartmetall, kann man auf ca. 650min-1 gehen. Trotzdem ist mit der eingeschränkten Drehzahl der Abrichtspindel nicht mehr der weite Bereich der Abrichtparameter einstellbar, was in vielen Fällen den Schleifprozess behindert.
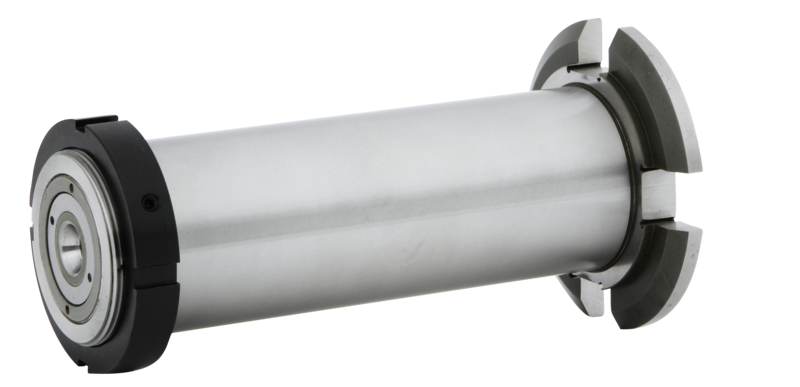
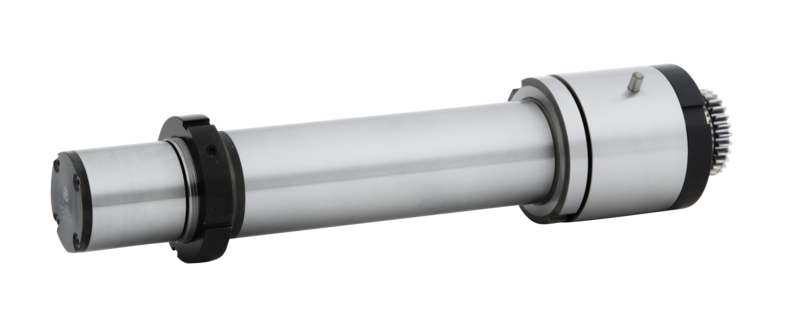
Durchgesetzt haben sich in den vergangenen 20 Jahren deshalb kugelgelagerte Abrichtrollendorne, fliegend oder doppelt gelagert. Die doppelte Lagerung (s. Abb. 3 und Abb. 4) ist die solideste und genaueste Aufnahme der Abrichtdorne in der Abrichtvorrichtung. Der Wechsel der Diamant-Abrichtrolle erfordert aber den Ausbau des kompletten Dornes mit Abrichtrolle.
Die fliegende Lagerung hat demgegenüber den Vorteil, dass man die Diamantrolle zum Wechsel einseitig abziehen kann und der Dorn in der Vorrichtung oder der Schleifmaschine verbleiben kann. In vielen Fällen ist mit der fliegenden Lagerung die Aufnahme auf einem hydraulischen Dehndorn verbunden, der den Diamantrollenwechsel noch einfacher macht. Die fliegende Lagerung wird nur für relativ schmale Diamant-Abrichtrollen oder für Diamant-Formrollen empfohlen.
Integration in die Schleifmaschine
Neben ihrem rotatorischen Antrieb benötigen die Abrichtvorrichtungen die Einrichtungen zur Bewegung in die Abrichtpositionen und den Radialvorschub. Im einfachsten Fall bewegt sich jedoch die Schleifscheibe mit den vorhandenen Achsen der Schleifmaschine in die Abrichtposition.
Bei Produktionsmaschinen befindet sich jedoch zumeist die Abrichtrolle mit der Abrichtvorrichtung hinter oder über der Schleifscheibe und benötigt daher eigene Achsen zur Positionierung und zum Vorschub. Die Achse in radialer Richtung der Diamant-Abrichtrolle muss eine angetriebene Achse sein, im Idealfall eine NC-Achse, und in die Maschinensteuerung integriert sein. Die Achse in axialer Richtung kann eine reine Einstellachse sein. Mit ihr wird die axiale Lage zur Schleifscheibe eingestellt. Die Abrichtrolle sollte mittig zur Schleifscheibe stehen. Die Einstellung erfolgt im Einrichtprozess.
Zum besonderen Problem kann eine Konizität der Diamant-Abrichtrolle werden. Sie sollte nicht mehr als 4µm betragen. Allerdings sind bereits bei Ausschöpfung dieses Wertes die heutigen Toleranzen, zum Beispiel beim Rundschleifen von Getriebewellen, nicht mehr einzuhalten.
Eine Schleifmaschine benötigt deshalb einen Ausgleich der Konizität der Abrichtrolle. Der Ausgleich kann oftmals durch Versatz der Spitzen der Werkstückaufnahme erfolgen, z. B. bei Rundschleifoperationen zwischen Spitzen. Bei Centerless-Einstechopertionen kompensiert man die Konizität der Abrichtrolle in der Regel beim Abrichten der Regelscheibe. Beim Innenschleifen gleicht man die Konizität der Abrichtrolle über den Schleifspindelstock oder die Aufspannung der Abrichtvorrichtung auf ihrem Schlitten aus.
Eine sehr produktive Lösung gibt es an GST-Rundschleifmaschinen. Bei diesen ist die Abrichtvorrichtung auf einer Einheit montiert mit drei NC-Achsen. Neben der radialen U-Achse mit Zuführung und dem Abrichtvorschub ist hier auch die axiale W-Achse als NC-Achse ausgeführt. Desweiteren gibt es eine NC-Schwenkachse, die B-Achse, zum Ausgleich der Konizität der Diamant-Abrichtrolle. Diese Anordnung gibt äußerste Flexibilität und spart viel Zeit im Einrichtprozess. Einen prizipiellen Aufbau dieser Abrichtvorrichtung zeigt Abbildung 5.
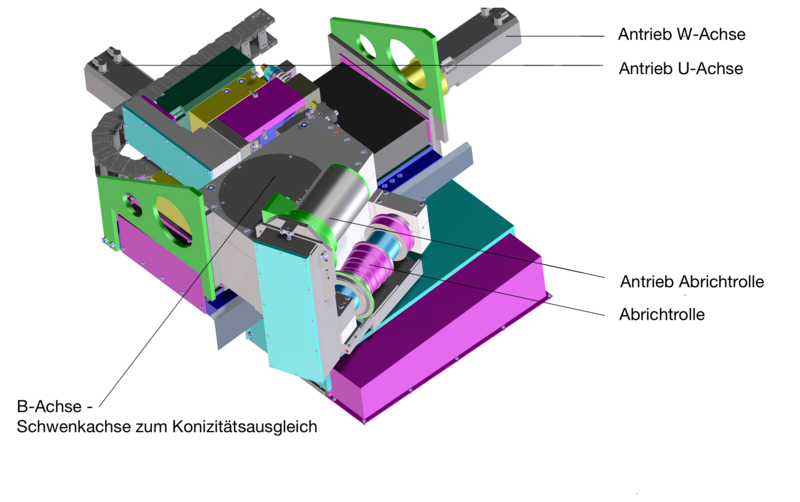
Quelle | Abb. 1: Stroh Diamantwerkzeuge | Abb. 2-4: Steinmetz | Abb. 5: GST