Induction and vacuum brazing of diamond and ceramic tools
For over 20 years, IEW Induktive Erwärmungsanlagen GmbH from Gumpoldskirchen/Austria, which is approx. 20km south of Vienna, has been working thoroughly with induction heating technology.
For just as long, induction brazing has been a very important part of the company. Induction brazing is used to join PCD tools (polycrystalline diamond) with a carbide steel layer at atmosphere, mainly using high silver brazing filler materials with nickel and manganese content to enhance the wetting of the carbide and additional flux. In terms of their working temperature, however, these brazing alloys are often used at around 705 °C or more which is generally too high for the PCD cutting edge. This can lead to a reduction of service life and if an extreme overheating occurs it can even result in a complete destruction of the cutting edge (graphitization). In the meantime, new brazing filler metals with a liquidus below 700 °C have been put to market, but the problem with flux and the associated problems with possible corrosion continue to exist, as well as the possible lack in flowing behavior also need to be considered.
Solid PCD, i.e. PCD tools without carbide layer, can also be brazed with the help of an active brazing alloy with a defined titanium content as the active component (formation of titanium carbide between braze and diamond) and Indium (Melting point 156.6 °C) to lower the working temperature under high purity protective gas (Argon, not Nitrogen (Formation of TiN)). This works with PCD primarily due to the intermetallic phase between the brazing alloy and the metallic binder (Cobalt) in the PCD. After intense trials, both internally and externally, IEW had to find that protection gas doesn’t provide a sufficient reaction layer between braze and diamond e.g. CVD, MCD, ceramics, etc.
Therefore, IEW decided in 2017 to develop a vacuum brazing system named VVBM 200 (Vertical Vacuum Brazing Machine) as an addition and further development of their induction brazing machines.With this vacuum brazing machine, it is now possible, to braze diamond and ceramic tools (PCD, pCBN, MCD, natural diamond, ceramics, etc.) of batch size 1 to, depending on the size, approx. 200 pieces or more. The brazing process itself is much easier than manual brazing with a flame or induction, the dependency on a specially trained worker doesn’t apply. The cutting edges to be brazed are held in position by the brazing, small gaps can be closed through the Casimir effect. It is also possible to flood the chamber with protective gas during the process in order to prevent the silver in the brazing alloy from evaporating (partial pressure control). In addition, nitrogen can be used to cool the components below approx. 500 °C, which can further reduce the overall process time.
The temperature distribution within a larger vacuum chamber is often inhomogeneous, which is why we decided to use a 3-zone temperature control. The Beckhoff PLC is programmed in-house at IEW and they can therefore adapt it precisely to the respective customer needs. IEW is happy to receive their customer feedback with and feedback on possible further enhancements. A precisely controlled temperature ramp with intermediate steps, defined holding and cooling phases is essential, especially with vacuum brazing, and contributes directly to achieving high product quality.
Further developments of the VVBM 200 vacuum brazing system
For brazing at higher temperatures or for heat treatment of materials during the vacuum brazing process, it is now also possible to switch off the turbo pump and only work with the additionally installed rotary vane pump (normally responsible for the low vacuum). The maximum vacuum quality is then approx. 4x10−2 and thus well below the maximum vacuum quality of 10−6 with the turbo molecular pump. With this option, carbide tools can be brazed with titanium and zinc-free brazing alloys at approx. 850 °C, the risk of evaporation of the silver content in the braze is minimized and gas costs can be saved because the partial pressure control isn’t required. In addition, it is possible to carry out heat treatment processes using the optional nitrogen cooling in order to re-temper annealed materials after the brazing process.
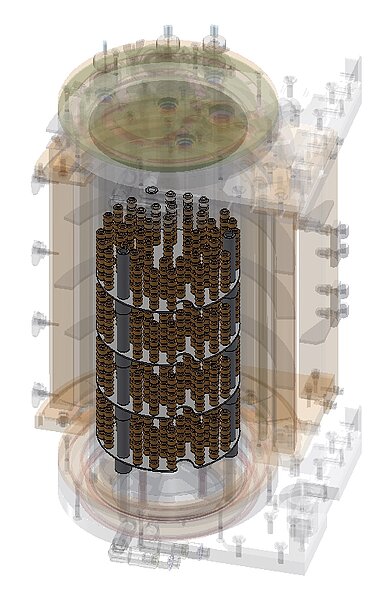
In the third quarter of 2020, we completed a further development of our vacuum brazing system, with which we were able to make the system even more flexible for our customers. We have adapted our 3-zone temperature control (normally responsible for a very homogeneous temperature distribution) so that we can now operate all 3 zones at different temperatures. It is now possible to work with different brazes on 3 different levels (each approx. 180 x 120mm), for example to produce PCD tools at very low temperatures (<700 °C) and on another level, e.g. solid CBN or CVD tools at higher temperatures and with another brazing paste, this can effectively reduce furnace runs and minimize process costs. Shielding plates, which can be pulled in per level, additionally improve the temperature accuracy and homogeneity per furnace level. The user interface has been adapted so that an easy operation and handling of the system is still guaranteed. With this innovation, the system can be used as universally as possible and we offer our customers added value without any additional costs!

The usable assembly space inside the vacuum chamber has a size of up to D180 x L350mm. The space in the quartz glass tube can be divided approximately every 25mm with a tool carrier plate. If necessary, stainless steel supports are drawn in to braze small components, alternatively only the lowest level can be used for long components. This ensures the greatest flexibility of the vacuum chamber and the workpieces to be brazed in it.
An optional work table for loading workpieces including an ultrasonic bath, drying oven, dispensing system, vacuum tweezers, refrigerator, lamp with magnifying glass and height-adjustable workstation for loading ensure additional ease of use. IEW is also happy to offer their customers customer-specific devices as workpiece holders. The construction of all components is also carried out in-house, so they can always respond to the wishes of their customers.
Source | iew