Record-breaking removal rate for superhard materials and game changer for concave features
The market is increasingly demanding light materials such as aluminum and carbon-fiber-reinforced plastic (CFRP), and the need for superhard cutting tools is increasing. Until now such tools have been difficult, expensive and time-intensive to manufacture. With the Neo, Agathon has added a laser processing machine to its portfolio that enables highly productive lasering of hard and brittle materials: with a removal rate that is about a hundred times higher compared to grinding! Furthermore, Neo is the best solution currently available for machining holes and concave features.
Producing holes in workpieces made of hard or brittle material, with or without a coating, is difficult. These materials can be ceramic, cermet, tungsten carbide, PCD diamond, CVD diamond, PCBN and the like. Producing through-holes with counterbores or conical clamping recesses in indexable inserts thus poses a challenge. Although conical clamping recesses are already produced with lasers today, holes with counterbores for screwing on the indexable insert are mostly die-sunk. Lasers haven’t been used for this purpose in the past, since many laser machine tools cannot represent cylindrical holes.
Anyone who hasn’t yet discovered the Neo Laser from Agathon for themselves, uses several electrodes to erode the screw hole and counterbore. Generally, a cylindrical through-hole is pre-eroded with an allowance using a first electrode. The second electrode then erodes the complete hole to the finished dimension. Both hole diameter and counterbore are finished with this second electrode. This process is expensive, because of the electrode wear: Each hole requires two electrodes. These must be rotated again after each use. It is also time-intensive. The effective running time depends on the material and the size of the hole. As an example: The machining time for a screw hole with D4 mm at a depth of 4.76 mm for a full-face PCD-coated carbide insert is over 20 minutes. With auxiliary times added in, this is then more than 30 minutes. On the Neo, producing the same hole takes under 20 minutes. To be more precise: 17 minutes for the M4 hole in a PCD indexable insert. There are no auxiliary times, electrode rotation is not necessary, and managing a large number of different electrodes is dispensed with. Instead of managing different tools for each hole geometry, with the Neo an almost unlimited number of geometries can easily be generated in the program.
Conventional laser drilling
Without the Neo, trepanning is currently used for high-precision and deep laser drilling of holes. A special optics is used for trepanning, which allows the angle of incidence of the laser beam to be changed and the laser beam moved along a rotation path at high speed. Both processes require a complex optical design to control the cone angle of the hole. Therefore, laser processing cylindrical holes without a cone angle requires special and complex equipment, which can only be used for producing holes, and not for other laser machining processes. These processes are generally implemented on dedicated systems and cannot be implemented on conventional laser machines with a scanner. Although these systems do their job very effectively, they are very expensive, complex and specific.
The laser principle of the Neo
The processes developed on the Neo allow the production of holes with a defined cone angle, in particular a 0° cone angle (cylindrical) or even a negative cone angle, with a scanner optics.
Agathon has developed specific functions for producing concave features:
- LaserDrill: for drilling cylindrical holes (without a cone angle)
- LaserDimple: for conical clamping recesses which are defined by the upper and lower diameter and depth
- LaserContour: for producing holes and counterbores with freely selectable geometries. The geometry of the counterbore is described as a section using points and radii
The most innovative process here is the LaserDrill, which has been registered for patent approval. In order to describe the LaserDrill process, let’s look first at conventional laser processing with a scanner, which is used for marking, engraving or micromachining, for example. Removal occurs layer by layer. The scanner moves the beam on the surface to be removed, with an almost normal angle of incidence and high speed, until the entire surface has been removed. For the next layer, the focus is readjusted and scanning is carried out again. This is repeated until the desired depth is reached. Lasering holes with vertical walls (0° cone angle) is not possible, due to the physical limits of the laser process. A positive cone angle results, depending on the optics, laser and process parameters etc. that are used. This is typically around 5-10°. Some of the laser power is absorbed by the sloping walls and converted into heat. This means that the removal rate decreases with the depth. From a certain depth there is no more removal, so that holes cannot be produced at any depth. Furthermore, the absorbed heat can damage the material.
The two-stage LaserDrill process has been developed to solve these problems. This process can be simplified as follows:
- In a first step – as in the process described above - a cone is removed from the workpiece (see figure 1, picture left). In this step the surface is almost orthogonally irradiated. The resulting walls are not vertical (See figure 1, Picture in the center).
- In the second step, the walls of the cone are machined at a specific angle of incidence by the laser, so that the cone angle can be completely removed. The workpiece is repositioned by the machine’s mechanical axes for this purpose (See figure 1, Picture in the center).
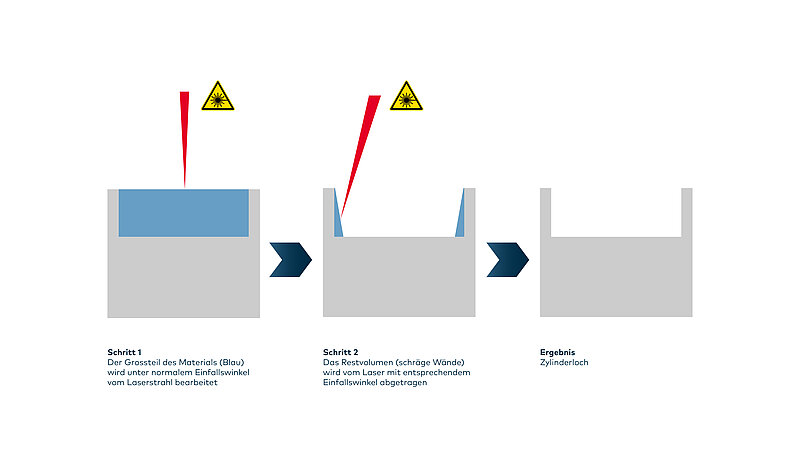
To make the process as efficient as possible, the hole is typically divided into several slices around 1 mm thick. The two-stage process is executed on each individual slice. This results in a cylindrical counterbore at the end of processing a slice. This is repeated several times, until the desired depth is reached. This prevents some of the laser energy being absorbed by the walls and converted into heat.
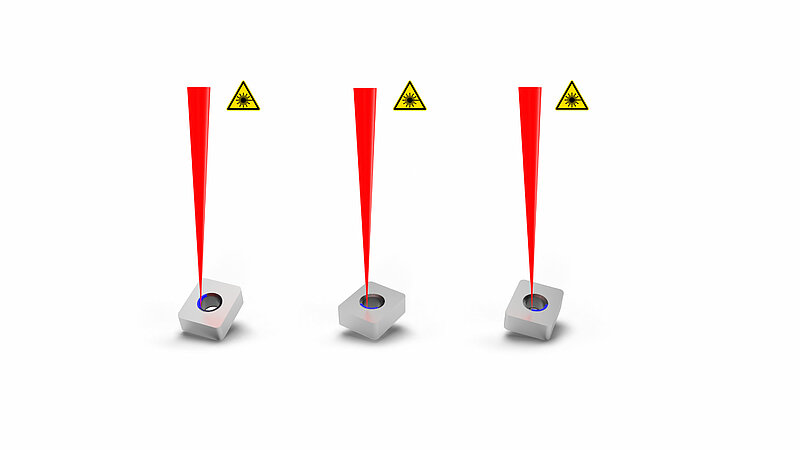
The second step is more complex in detail, as the inclined wall is around the entire perimeter of the hole. The volume to be removed in the second step is circular and is divided into segments, which are then individually machined, after repositioning the workpiece (see figure 2). However, this complex process is carried out with few parameters, so that the machine operator is not affected.
The two-stage process makes it possible to remove holes in inserts very quickly and with good quality. Some indications of the possible processing time are given below:
Hole | Workpiece | Time span |
Ø4mm cylinder hole | 4.8mm hard metal | 12min |
Ø4mm cylinder hole | 4.8mm solid CBN | 4min |
M4 screw hole | 4.8mm carbide insert with 0.8 mm PCD | 17min |
M3 screw hole | 4.8mm carbide insert with 0.8 mm PCD | 6min |
The Neo for pre-processing
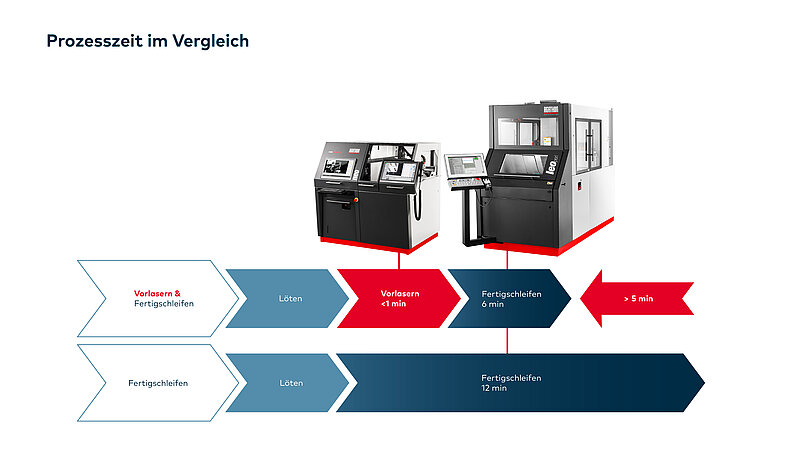
The combined process of lasering and grinding makes it all possible! Carbide tools, especially indexable inserts with superhard tips, are lasered near to the final dimension and finally processed on the grinding machine. Compared to grinding, the Neo has a removal rate that is about a hundred times higher when processing superhard materials. Despite the additional process, the effective production time is reduced by up to 40%.
Some advantages of the Neo Laser:
- Tremendous machining speed
- The combined process of laser processing and grinding is faster than just grinding and other established methods
- Considerably reduced costs for consumables when grinding superhard tips
- Reasonable investment costs for laser processing
- The Neo is extremely compact with a footprint of about 2m2 with automation unit
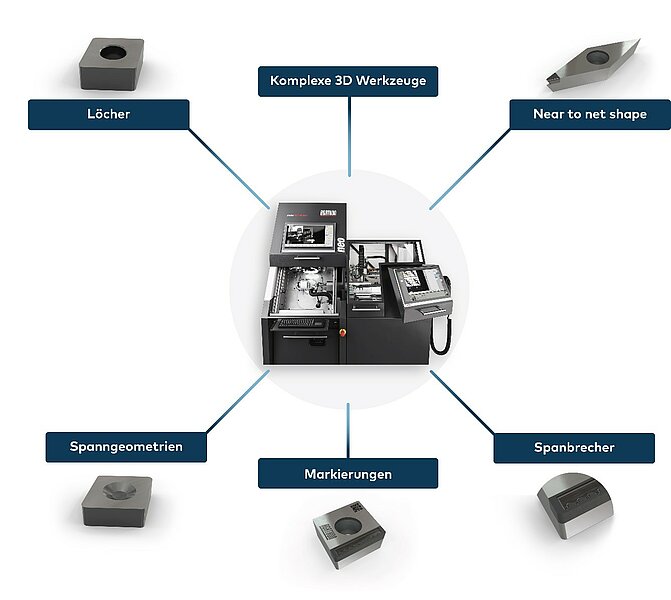
Applications of the Neo
The Neo is a freely programmable 6-axis laser processing machine. Clever programming ensures that the user can utilize all degrees of freedom of kinematics, without being restricted by unnecessary complexity. The current range of applications is already impressive: as well as performing simple marking tasks, the Neo can be used to produce all types of recesses in carbide and superhard materials, with high productivity. And the Neo also successfully handles its original task, removing PCD tips close to the final contour for subsequent grinding. The Neo is also used for producing very special, complex PCBN and PCD tools, where it is vastly superior to grinding.
Pre-processing with the laser stabilizes the subsequent grinding process, as workpieces must always be processed with the same input geometry. In addition to this huge process benefit, tool manufacturers are also increasingly recognizing the great commercial benefit of this solution: shorter processing times, low overall too wear, fewer rejects.
Customer experiences with the Neo Laser
A long-standing customer of Agathon tested the Neo Laser in Beta testing for a few months and has now integrated the Neo permanently into its production. The renowned multinational machining company talks about its experiences in an interview.
The company is a manufacturer of cutting tools made of high hardness materials. The product range encompasses CBN – PCD – CVD-D and also includes standard and special carbide tools. In order to bring the superhard materials used into their intended shape and sharpen them, the company uses Agathon’s powerful and precise machines.
What benefits or improvements have you gained with the Neo?
Above all, the time saved in the grinding process by pre-lasering is a real benefit. With normal circumferentially ground inserts, the time savings are around 20 to 30 percent. This also increases our productivity. Compared to conventional grinding, the Neo has a removal rate that is about a hundred times higher when processing superhard materials. In addition, we also have a considerable cost saving in consumables. In particular, the need for grinding wheels has been reduced, enabling us to work in a more resource-saving and material-efficient way. Process stability and reliability in finish-grinding have increased greatly as a result of pre-lasering with the Neo. This is mainly due to the fact that the pre-lasered workpieces only show minimal fluctuations. Another big plus is that the Neo opens up completely new possibilities for us: In the future, we want to use the machine to laser screw holes and clamping recesses in indexable inserts. In addition, we will be able to laser chipbreaker geometries very quickly and in the required quality with the Neo in the future.
What can you tell us about lasering screw holes?
Previously, we needed a die-sinking machine for machining screw holes in CBN or PCD full-face inserts. The processing broadly consists of two operations. First the production of the through-hole, so cylindrically through the whole insert, then the counterbore. We need 3 electrodes per hole. One for the through-hole, one for the counterbore, and the third for finishing. The electrodes must be rotated during this process, then aligned in the electrode holder. This means a lot of time and money.
How does the Neo Laser help you?
We don’t need any consumables on the Neo Laser, which is reflected in costs. But that isn’t the only advantage of the Neo Laser compared to the die-sinking machine! The Neo makes the whole process much quicker. Alignment of electrodes is no longer required. The Neo only needs 2-3 minutes for a counterbore in a CBN or PCD full face insert, whereas with die-sinking we need 6-7 minutes for the same counterbore. The Neo is therefore 2-3 times faster than die-sinking for counterbores.
Do you see further benefits for drilling holes on the Neo?
Yes. Certain materials are problematic for processing with die-sinking. Non-conductive materials like ceramics, for example, can’t be processed at all, while certain conductive materials are sensitive to erosion and tricky to process. We can process these materials on the Neo Laser.
For which other workpieces or tasks do you use the Neo?
The machine is used for roughing. The majority of all PCD workpieces produced on the peripheral grinding machines are pre-machined on the Agathon Neo. Inserts ground on other machines are 40 to 50 percent pre-lasered. In these work processes, we benefit from the compact and ergonomic design of the Neo and its good accessibility. Operation is very pleasant, and setting up different positions is convenient and user-friendly. Programming is simple and very clear with the uniform Agathon user experience. As we already use other machines such as the Evo Combi, the Leo Peri and the 400 Penta from Agathon, we are already very familiar with the interface.
How reliable do you consider the Neo to be?
The Neo is really highly reliable. There are hardly any breakdowns. The machine also runs trouble-free over the weekend. It is optimized for high thermal stability, which ensures a high stable production environment and perfect part quality. All handling tools, attachments and the HMI have the industrial Agathon standard, so they are of top quality, hard-wearing and optimally matched to each other.
In your opinion, what are the strengths and weaknesses of the Neo?
The strengths of the Neo clearly include its low running time, perfect reliability, impressive accuracy, and uncomplicated changeover. It is also ideally suited for special inserts. Another attractive feature is the efficient automation unit, which can be retrofitted at any time and allows investment to be made in line with demand. It can be loaded with up to two pallets.
Source | Agathon