The finest of double-sided plane grinding. Nano-cutting with bonded grain
Double-sided plane grinding with planetary kinematics (DPMP) is a robust alternative that offers significant advantages through greatly reduced processing times, controlled material removal, simplified cleaning of ground components, and the possibility of high levels of automation. To achieve surface quality comparable to that of the lapping process using DPMP, tools with ultra-fine grinding grains are required.
UF-Bonding Technology
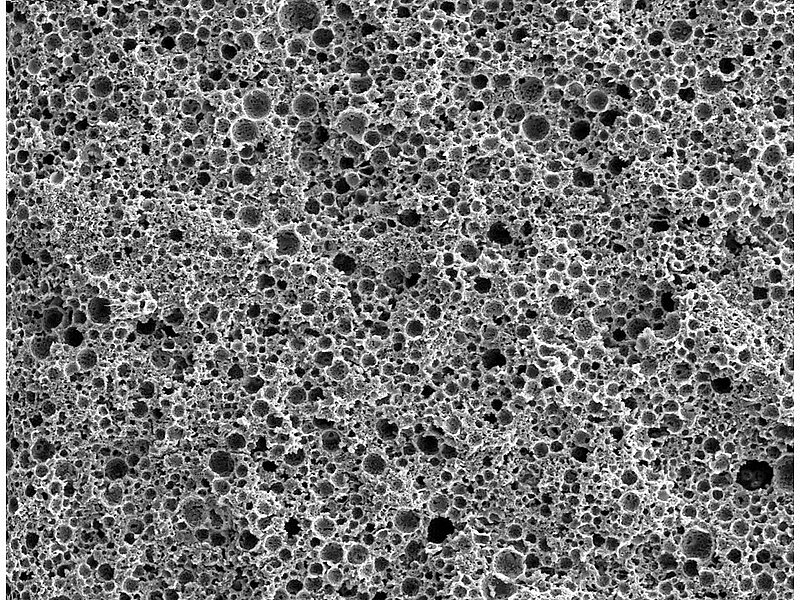
DPMP processes are characterized by large contact areas between the tool and the workpiece, low cutting speeds, uneven loads, and wear on the grinding tools. Especially in the DPMP sector, the selection of the right tool and, more specifically, an optimal bonding system play a crucial role in the successful production of ultra-fine workpiece surfaces. Ceramic-bonded grinding tools feature flexibly adjustable self-sharpening properties, high hardness and wear resistance, high porosity, and low thermal expansion, all of which are advantageous in the grinding process of precision components. While integrating the smallest grinding grains is possible in conventional ceramic bonding systems, an inhomogeneous distribution of the super-fine abrasive material in the bonding matrix presents a challenge, leading to increased friction in the contact zone and reduced machining performance. The new innovative UltraFine (UF) bonding technology from Meister Abrasives AG overcomes these grinding challenges through the use of specially developed raw materials treated in a suitable processing process. This allows grain sizes below the micrometer range to be integrated into a highly porous ceramic matrix. Figure 1 depicts the microtopography of a pellet tool characterized by increased porosity at the micro level.
DPMP Testing Center
The in-house development of new grinding tool technologies takes place at the Swiss company headquarters in Andelfingen. The company's own test center for double-sided plane grinding with planetary kinematics plays a crucial role in this process. Process technological investigations are conducted in-house on double-sided plane grinding machines Mytech AC470 and Supfina Spiro F7, with tool diameters of 445mm and 720mm respectively. The use of grinding machines with different tool sizes ensures the economical development of new bonding technologies and application-specific tool specifications for customers. Meister Abrasives AG is one of the few tool manufacturers capable of offering DPMP principle tests or process development with subsequent transfer to customer facilities. Customers benefit from optimized processes without the burden of their own manufacturing capacities.
The following two examples from the test center demonstrate groundbreaking results from basic technology development as well as practical application of UF technology at one of the customers.
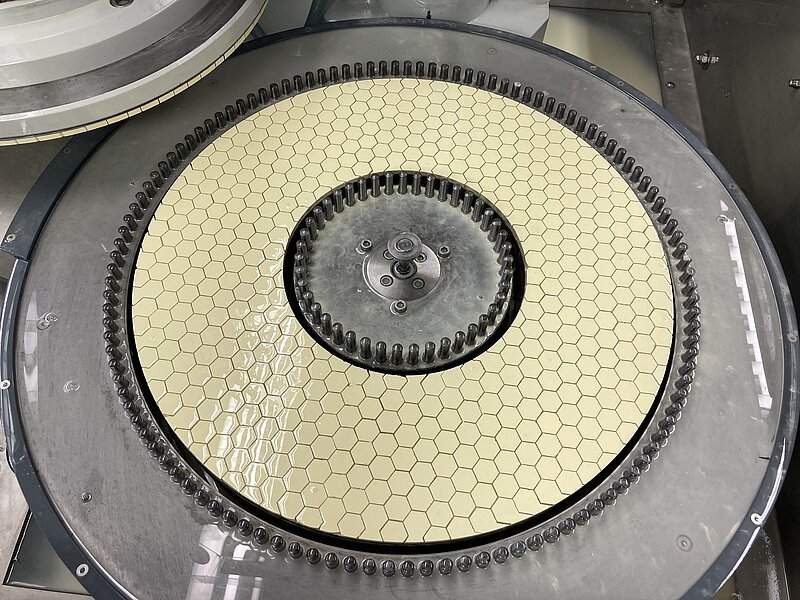
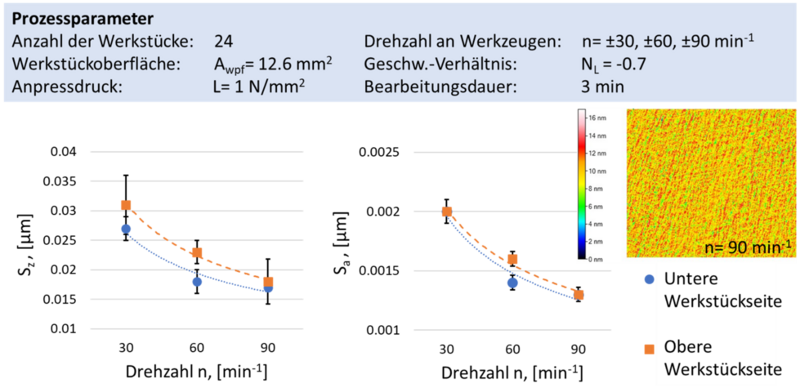
With the aim of achieving the finest surface qualities on brittle material, a set of diamond tools with a mean grain size of 1.5µm was used on the Mytech AC470. Figure 2 shows the test setup including the grinding tools and the carbide workpieces. To achieve extremely low surface roughness Sz and Sa, three different tool speeds of ±30, ±60, and ±90min^-1 were tested with the grinding tool. The kinematic conditions resulting from the speed ratio between the tools and the inner pinion ring, as well as the grinding load, were kept constant.

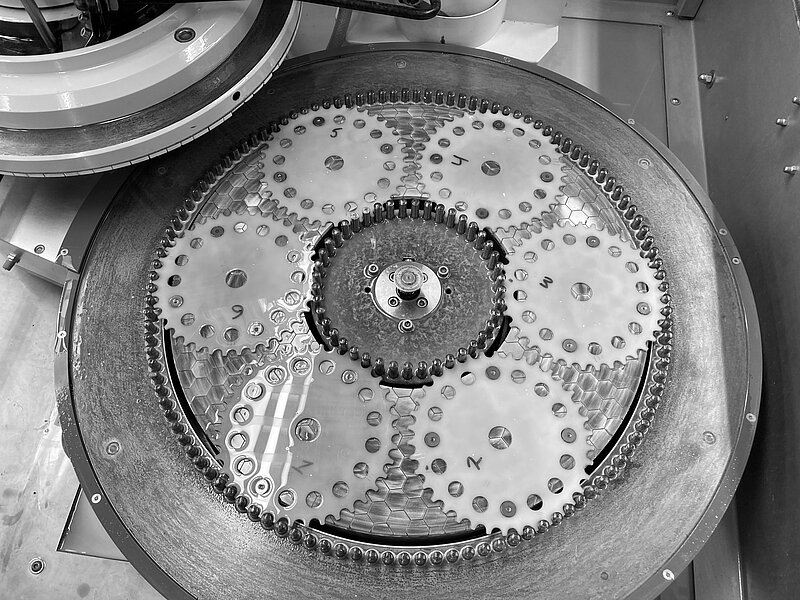
Figure 3 illustrates the dependency of surface roughness maximum height Sz and arithmetic mean height Sa on the tool speed. Already in the initial test with a tool speed of 30 min^-1, roughness values of Sz 31nm and Sa 2nm were achieved. To reduce the equivalent chip thickness, the speed of both tools was increased in two steps while maintaining a constant speed ratio NL. As a result, the workpiece topography continued to improve, reaching roughness values of Sz 17nm and Sa 1.2nm at maximum tool speed. Figure 3 depicts a microscopic image of the workpiece surface after machining with a tool speed of 90 min^-1. The surface topography shows no typical cross-grinding marks associated with the DPMP process.
The key features of grinding tools utilizing UF technology, such as homogeneous distribution of abrasive material in the bonding matrix, porous microstructure, highly adjustable grain retention forces, and selectively chosen diamond abrasive materials with specific wear characteristics, enable highly efficient material removal at the nanometer scale. Meister Abrasives AG's UF grinding tools are characterized by an increased number of kinematic cutting edges and a targeted distribution of pore radii, providing sufficient space for coolant and chip removal. This intricate interplay allows for efficient machining of brittle-hard materials with a level of quality previously achievable only through loose-grain lapping processes.
Conventional lapping processes are not only known for producing high-quality surface finishes on workpieces but also for burr-free processing of ductile materials. The UF technology developed by Meister Abrasives AG is capable of achieving a comparable surface quality. Burr-free fine finishing of materials such as PEEK plastics or metallic materials like bearing steel 100Cr6 is one of the innovative features of the ultra-fine DPMP tools, which was successfully applied in practice at Schumag AG in the following case study.
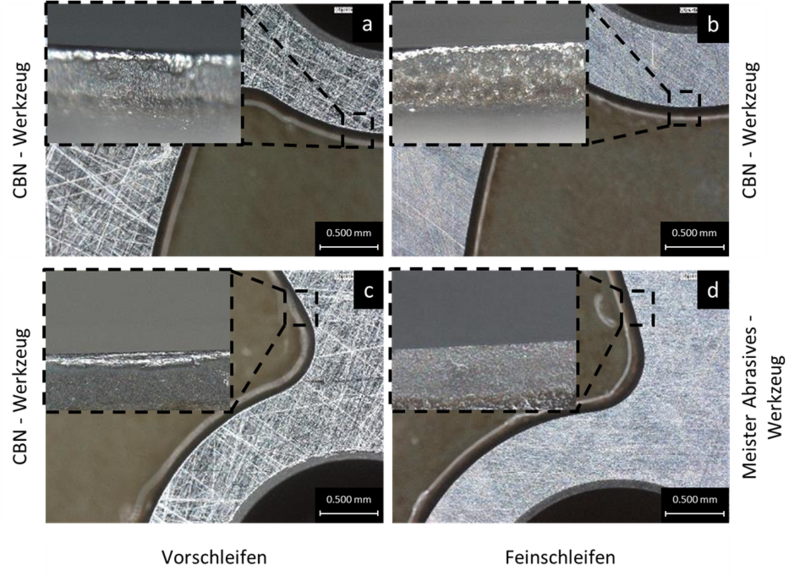
To improve both the cost-effectiveness and quality in manufacturing valve plates from 100Cr6, a principle test and subsequent grinding process development in the DPMP Testing Center were initiated for the customer. The objective of the grinding technology investigations was to examine the burr-free machining of a control profile using ceramic-bonded fine grinding tools. Sharp edges were the primary focus as a critical process requirement for the proper functioning of the valve plates. The existing process at the customer involved a two-stage double-sided plane grinding of the components with two cleaning and two deburring steps. Deburring of the components resulted in insufficient edge rounding both after the rough grinding operation (see Fig. 4a) and after the fine grinding (see Fig. 4b), leading to "forming" of the burr at the profile edge.
The principle test on customer components in the testing center using UF technology yielded excellent results. Applying tools with a mean grain size below 2µm allowed machining without plastic material deformation (burr formation) on the critical control profile. Subsequently, a trial was conducted considering tool size, coolant, and possible variable process parameters achievable on the customer's grinding equipment. The insights gained were then used in the customer's production as a basis for developing the grinding process. The results of the development work are clearly visible in Figure 4. The burr from the rough grinding process (see Fig. 4c) was removed, and both tactile and optical measurement methods showed no new burr formation on the ground components (see Fig. 4d).
By simply changing the tool and utilizing Meister Abrasives AG's innovative UF technology, the customer was able to reliably improve the quality of the components. Furthermore, by eliminating four process steps (deburring and cleaning), the process chain of the component was optimized, significantly increasing the cost-effectiveness of component production.
Summary
The innovative UF bonding technology for ceramic grinding tools is a promising and sustainable solution for ultra-fine machining of both ductile and brittle-hard materials in the field of double-sided plane grinding with planetary kinematics. The presented grinding process examples demonstrate the capability of UF tools to achieve extreme surface qualities in the nanometer range (Sz = 17nm and Sa = 1.2nm) while avoiding plastic deformation and burr formation. Furthermore, the use of the new UF grinding tools from Meister Abrasives AG in serial production proves particularly attractive due to significantly shorter process times, high levels of automation of DPMP machines, and reduced cleaning efforts for components.
The unique properties of UF tools drastically blur the boundaries between grinding and lapping, leading to significantly finer surfaces.
Outlook
The multitude of potential applications continues to drive the further development and customization of UF bonding technology. Grinding studies conducted on optoelectronic components, MEMS and NEMS devices, ceramic seals, and other applications confirm the chosen direction of tool development for fine machining. To meet future demand for UltraFine double-sided plane grinding tools, Meister Abrasives AG is implementing production expansion measures. The new production line will allow for increased production volumes, enhance development flexibility, and promote application-specific process development for components from various industrial sectors.