Practical implementation of an AI-based tool condition monitoring system, using micro-drilling as an example
Due to the very small tool diameters and narrow process windows, micro-drilling places high demands on the reliable monitoring of tool condition. In industrial practice, unexpected tool wear or tool breakage frequently leads to scrap, quality deviations and unplanned machine downtime. This article presents the practical implementation of an AI-supported tool condition monitoring system for data-limited micro-drilling processes. The system combines process-proximate sensor technology (force and structure-borne sound signals) with a robust, modular condition monitoring architecture and provides tool condition, wear progression (VBmax) and an estimate of remaining tool life via a user-friendly, application-oriented interface. Using an industrial case study, it is demonstrated that the system enables early and traceable condition assessment, thereby providing targeted support for tool change decisions. The approach contributes to increased process stability and a reduction in unplanned downtime during micro-drilling.
Micro-drilling is used in numerous industrial applications, including medical technology, aerospace and electronics manufacturing. The combination of very small tool diameters, high rotational speeds and the machining of difficult-to-machine materials such as titanium alloys results in severe thermal and mechanical stresses on the tool. Consequently, tool wear and breakage often occur abruptly and without any visually detectable warning. Even minor changes in wear can significantly impair component quality or cause a sudden process failure [1].
As direct in-line monitoring of the tool condition during micro-drilling is hardly feasible due to the small dimensions and high process dynamics, indirect condition monitoring based on process-related sensor data (e.g. cutting forces, vibrations or acoustic emissions) is becoming increasingly important. In industrial practice, however, only limited amounts of data are often available for this purpose, as tool lifetimes are short and extensive test series involve considerable time and cost. Against this background, there is a clear need for robust, data-driven tool condition monitoring systems that can extract reliable condition information from high-dimensional sensor data even under data-limited conditions and enable practical decision support [2].
Case study and experimental setup
The experimental investigation is based on an industrially relevant micro-drilling process carried out on a high-precision CNC machining centre (KERN Pyramid Nano). Figure 1 shows the experimental setup comprising the machine, tool, workpiece and sensor system. The case study was carried out using various micro-drilling tools from HB microtec GmbH & Co. KG with varying geometries and coating conditions. Force signals and structure-borne noise (AE) were recorded for process monitoring, thereby capturing load-dependent effects as well as high-frequency events that are typical of tool wear, localised damage or unstable chip formation during micro-drilling.
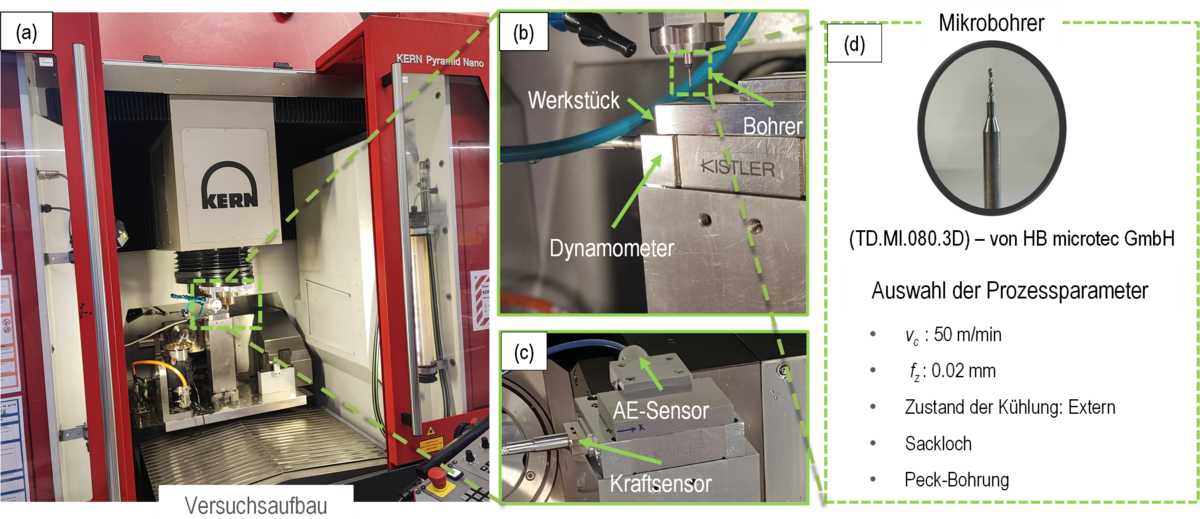
Fig. 1: Experimental setup for the industrial micro-drilling case study: (a) machine, (b) workpiece, (c) sensor system, (d) tools used
Architecture of the Tool Condition Monitoring System
The basic architecture of the developed Tool Condition Monitoring System is shown in Figure 2. The modular system covers the entire monitoring process, from data acquisition to decision support. Key components include structured data acquisition, standardised signal pre-processing, feature extraction and data-driven modelling of the tool condition. Thanks to the clear separation of system levels, the system can be flexibly adapted to different tools, process parameters and data situations, and is designed for stable operation with small and heterogeneous datasets, such as those typically encountered in industrial micro-drilling.
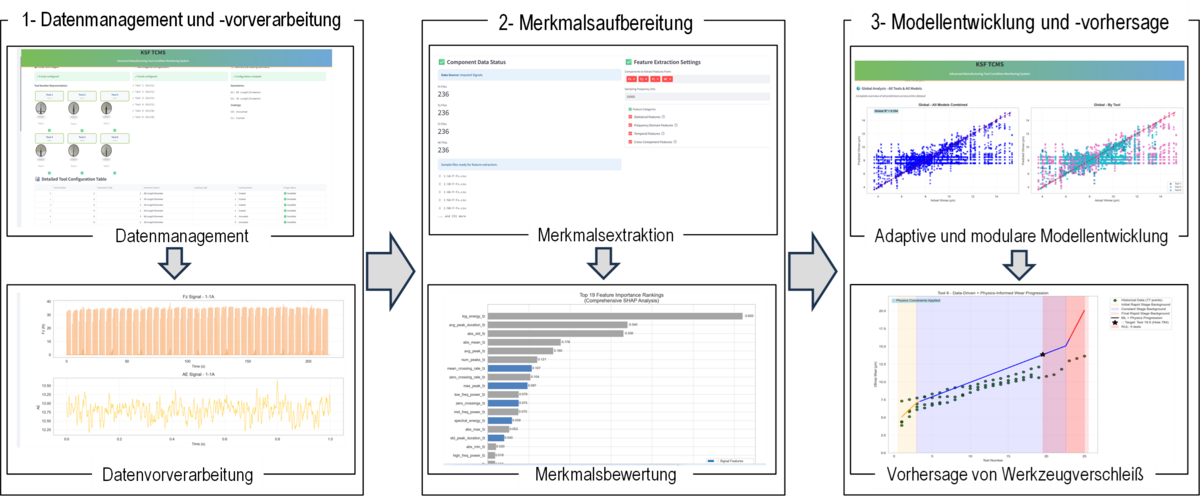
Fig. 2: Modular architecture of the KSF Tool Condition Monitoring System (KSF-TCMS)
System integration and model comparison
Figure 3 shows the integration of Microbohr data into the tool condition monitoring system, as well as the associated user interface. Tools, geometries, coatings and associated process and sensor data are managed within a consistent structure. The user-friendly interface enables the efficient management of multiple tools and tests. Furthermore, it supports adaptive feature engineering, data-driven model development and physics-based predictions of remaining useful life (RUL) within a seamless and clear workflow. New datasets can be added incrementally without affecting existing models or data structures.
A comparison of various data-driven models within the system is shown in Figure 4. The results demonstrate that models employing a combined evaluation of multiple individual models, as well as those utilising extended training data, deliver better predictions, particularly when data is limited. For example, the combined model (XGBOOST) achieved a coefficient of determination of 𝑅2=0.83, demonstrating significantly better predictive accuracy than individual comparison models. The integrated model comparison function enables a transparent and application-specific selection of suitable models.

Fig. 3: User interface (UI) of the KSF Tool Condition Monitoring System for user-friendly management of multiple tools and tests
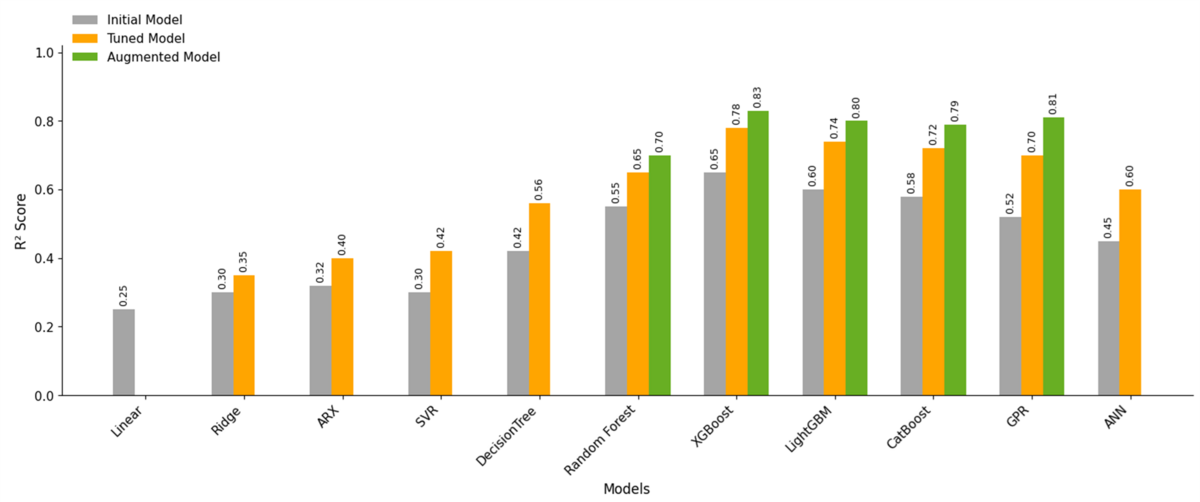
Fig. 4: Comparison of various data-driven models within the KSF-TCMS for assessing tool condition under data-constrained conditions
In addition to a simple condition assessment, the system incorporates a physics-based prediction of wear progression and remaining tool life. Figure 5 shows an example of the prediction of flank wear (VBmax) and the resulting remaining life for a micro-drilling tool. Within the KSF-TCMS prediction interface, the following process parameters were defined as examples: a cutting speed of 𝑣𝑐=35 m/min, a feed per tooth of 𝑓𝑧=0.015 mm/tooth, and an operating point at bore index 186 (corresponding to test cycle 9.2 with 20 holes per cycle). For this operating point, the hybrid data-driven and physics-based wear model predicts a flank wear of 𝑉𝐵max=11.29𝜇m, classifies the tool condition as being in the quasi-steady-state wear region, and estimates a remaining tool life of 16 cycles. This corresponds to approximately 320 further drillings until the defined wear limit is reached. The forecast combines data-driven modelling with fundamental physical constraints, such as a monotonic wear progression and phase-typical wear behaviour. This results in transparent and process-compliant predictions that enable condition-based and predictive planning of tool changes.

Fig. 5: Example prediction of flank wear (VBmax) and the RUL for a micro-drilling tool
Observed tool wear mechanisms in micro-drilling
The wear patterns recorded by the monitoring system are closely linked to the actual physical mechanisms involved in micro-drilling. Figure 6 shows microscopic images of typical wear patterns, including flank wear, localised cutting edge spalling and the formation of built-up edges. These effects often occur stochastically and can lead to abrupt changes in process behaviour. The combination of sensor signals, data-driven condition assessment and physical interpretation enables the system to detect such effects at an early stage and consistently incorporate them into the assessment of the tool’s condition.
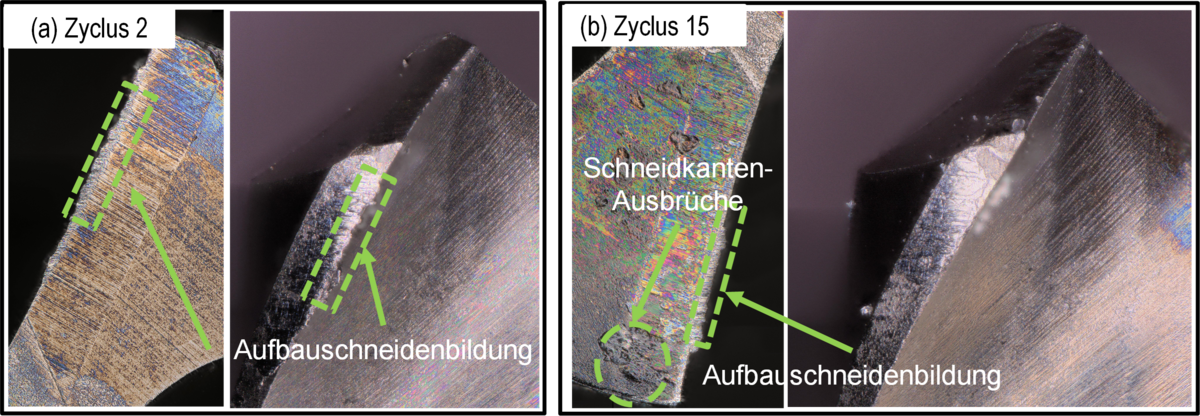
Fig. 6: Microscopic images of typical wear mechanisms in microdrilling, including flank wear, chipping of the cutting edge and the formation of built-up edges
Summary
This article presents a practical tool condition monitoring system for micro-drilling processes, designed for data-constrained industrial applications. By combining process-integrated sensor technology, data-driven condition assessment and physics-based prediction, the system enables a reliable assessment of tool condition and an estimation of remaining useful life (RUL) via an application-oriented user interface. The results of the case study show that the approach contributes to increasing process stability and reducing unplanned downtime in micro-grinding.
Acknowledgements
The authors would like to thank the Ministry of Economic Affairs, Labour and Tourism of Baden-Württemberg (Invest BW) for its financial support, as well as HB microtec GmbH & Co. KG for providing the micro-machining tools and technical support.
References
[1] X. Hyacinth Suganthi, U. Natarajan, and N. Ramasubbu, ‘A review of accuracy enhancement in microdrilling operations’, Int. J. Adv. Manuf. Technol., vol. 81, no. 1–4, pp. 199–217, Oct. 2015, doi: 10.1007/s00170-015-6900-1.
[2] X. Liu, G. Chen, Y. Li, L. Chen, Q. Meng, and C. Mehdi-Souzani, ‘Sampling via the aggregation value for data-driven manufacturing’, Natl. Sci. Rev., vol. 9, no. 11, p. nwac201, Nov. 2022, doi: 10.1093/nsr/nwac201.