Praxisnahe Implementierung eines KI-gestützten Werkzeugzustands-Überwachungs-Systems (Tool Condition Monitoring) am Beispiel des Mikrobohrens
Das Mikrobohren stellt aufgrund sehr kleiner Werkzeugdurchmesser und enger Prozessfenster hohe Anforderungen an die zuverlässige Überwachung des Werkzeugzustands. In der industriellen Praxis führen unerwarteter Werkzeugverschleiß oder Werkzeugbruch häufig zu Ausschuss, Qualitätsabweichungen und ungeplanten Maschinenstillständen. In diesem Beitrag wird die praxisorientierte Implementierung eines KI-gestützten Tool-Condition-Monitoring-Systems für datenlimitierte Microbohr-Prozesse vorgestellt. Das System kombiniert prozessnahe Sensorik (Kraft- und Körperschall-Signale) mit einer robusten, modularen Zustandsüberwachungsarchitekturund stellt Werkzeugzustand, Verschleißentwicklung (VBmax) sowie eine Abschätzung der verbleibenden Werkzeugstandzeit über eine benutzerfreundliche, anwendungsorientierte Oberfläche bereit. Anhand eines industriellen Anwendungsfalls wird gezeigt, dass das System eine frühzeitige und nachvollziehbare Zustandsbewertung ermöglicht und damit eine gezielte Unterstützung bei Werkzeugwechselentscheidungen bietet. Der Ansatz trägt zur Erhöhung der Prozessstabilität und zur Reduktion ungeplanter Stillstände beim Mikrobohren bei.
Mikrobohren wird in zahlreichen industriellen Anwendungen eingesetzt, unter anderem in der Medizintechnik, der Luft- und Raumfahrt sowie der Elektronikfertigung. Die Kombination aus sehr kleinen Werkzeugdurchmessern, hohen Drehzahlen und der Bearbeitung schwer zerspanbarer Werkstoffe wie Titanlegierungen führt zu stark ausgeprägten thermisch-mechanischen Belastungen des Werkzeugs. Infolgedessen treten Werkzeugverschleiß und -bruch häufig abrupt und ohne visuell erkennbare Vorwarnung auf. Bereits geringfügige Verschleißänderungen können dabei die Bauteilqualität signifikant beeinträchtigen oder einen plötzlichen Prozessausfall verursachen [1].
Da eine direkte Inline-Erfassung des Werkzeugzustands beim Mikrobohren aufgrund der geringen Abmessungen und hohen Prozessdynamik kaum realisierbar ist, gewinnt die indirekte Zustandsüberwachung auf Basis prozessnaher Sensordaten (z. B. Schnittkräfte, Schwingungen oder akustische Emissionen) zunehmend an Bedeutung. In der industriellen Praxis stehen hierfür jedoch häufig nur begrenzte Datenmengen zur Verfügung, da Werkzeugstandzeiten kurz sind und umfangreiche Versuchsreihen mit erheblichem Zeit- und Kostenaufwand verbunden sind. Vor diesem Hintergrund besteht ein klarer Bedarf an robusten, datengetriebenen Tool-Condition-Monitoring-Systemen, die auch unter datenlimitierten Bedingungen zuverlässige Zustandsinformationen aus hochdimensionalen Sensordaten extrahieren und eine praxisnahe Entscheidungsunterstützung ermöglichen [2].
Fallstudie und experimenteller Aufbau
Die experimentelle Untersuchung basiert auf einem industriell relevanten Mikrobohr-Prozess an einer hochpräzisen CNC-Bearbeitungsmaschine (KERN Pyramid Nano). Abbildung 1 zeigt den Versuchsaufbau mit Maschine, Werkzeug, Werkstück und Sensorik. Die Fallstudie wurde mit unterschiedlichen Microbohr-Werkzeugen der HB microtec GmbH & Co. KG mit variierender Geometrie und Beschichtungszustand durchgeführt. Zur Prozessüberwachung wurden Kraftsignale und Körperschall (AE) erfasst, wodurch lastabhängige Effekte sowie hochfrequente Ereignisse abgebildet werden, die typisch für Werkzeugverschleiß, lokale Schädigungen oder instabile Spanbildung beim Mikrobohren sind.
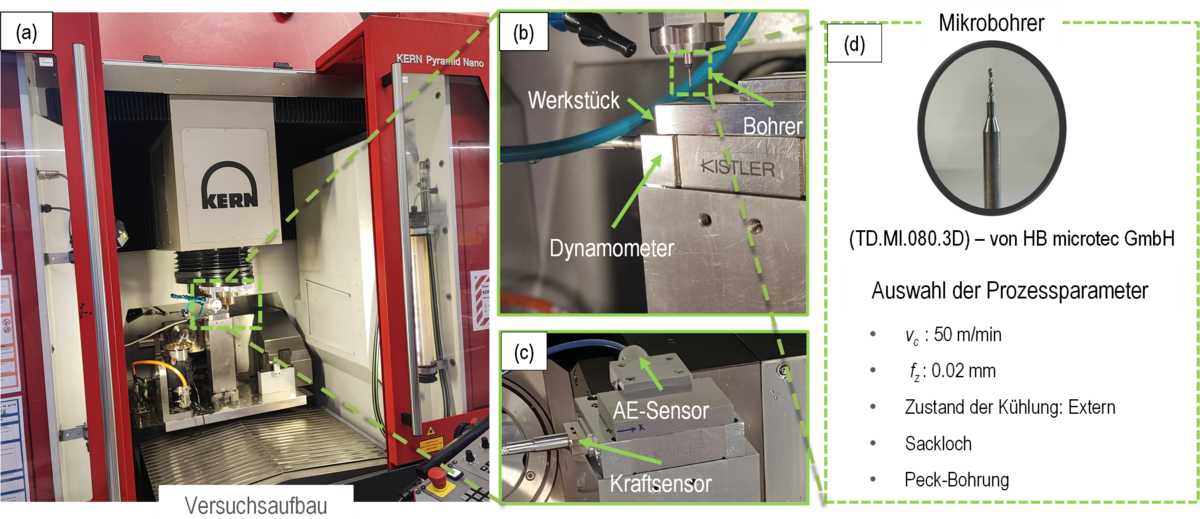
Abb. 1: Experimenteller Versuchsaufbau der industriellen Mikrobohr-Fallstudie: (a) Maschine, (b) Werkstück, (c) Sensorik, (d) eingesetzte Werkzeuge
Architektur des Tool-Condition-Monitoring-Systems
Die grundlegende Architektur des entwickelten Tool-Condition-Monitoring-Systems ist in Abbildung 2 dargestellt. Das modular aufgebaute System deckt den gesamten Monitoring-Prozess von der Datenerfassung bis zur Entscheidungsunterstützung ab. Zentrale Komponenten sind die strukturierte Datenerfassung, die standardisierte Signalvorverarbeitung, die Merkmalsextraktion sowie die datengetriebene Modellierung des Werkzeugzustands. Durch die klare Trennung der Systemstufen kann das System flexibel an unterschiedliche Werkzeuge, Prozessparameter und Datensituationen angepasst werden und ist für einen stabilen Betrieb mit kleinen und heterogenen Datensätzen ausgelegt, wie sie typischerweise beim industriellen Mikrobohren vorliegen.
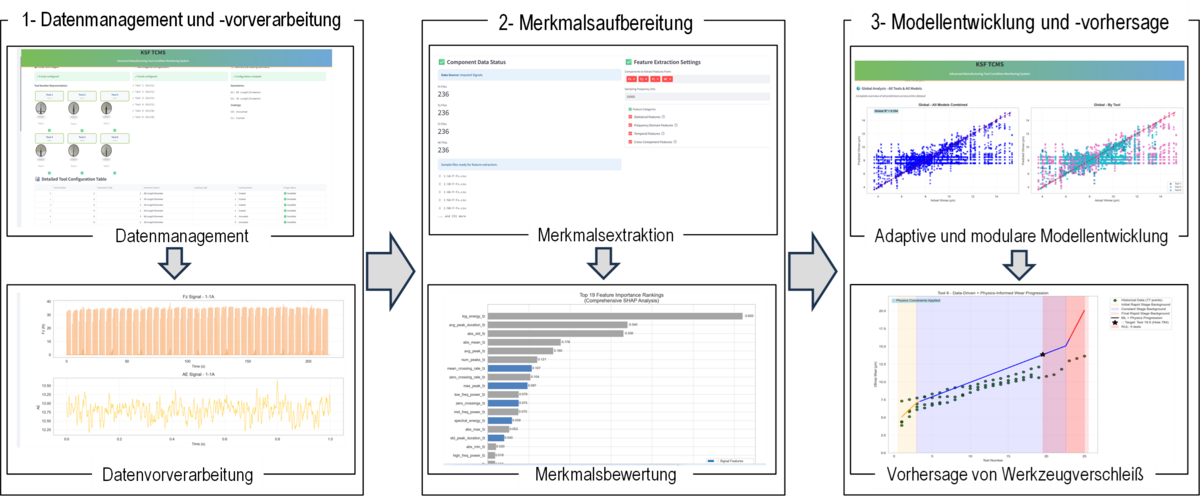
Abb. 2: Modulare Architektur des KSF Tool-Condition-Monitoring-Systems (KSF-TCMS)
Systemintegration und Modellvergleich
Abbildung 3 zeigt die Integration der Microbohr-Daten in das Tool-Condition-Monitoring-System sowie die zugehörige Benutzeroberfläche. Werkzeuge, Geometrien, Beschichtungen sowie zugehörige Prozess- und Sensordaten werden in einer konsistenten Struktur verwaltet. Die benutzerfreundliche Oberfläche ermöglicht ein effizientes Management mehrerer Werkzeuge und Versuche. Darüber hinaus unterstützt sie eine adaptive Merkmalsaufbereitung (Feature Engineering), die datengetriebene Modellentwicklung sowie physikgestützte Prognosen der verbleibenden Nutzungdauer (Remaining Useful Life, RUL) in einem durchgängigen und übersichtlichen Workflow. Neue Datensätze können schrittweise ergänzt werden, ohne bestehende Modelle oder Datenstrukturen zu beeinträchtigen.
Der Vergleich verschiedener datengetriebener Modelle innerhalb des Systems ist in Abbildung 4 dargestellt. Die Ergebnisse zeigen, dass Modelle mit kombinierter Auswertung mehrerer Einzelmodelle sowie mit erweiterten Trainingsdaten insbesondere bei begrenzter Datenlage bessere Vorhersagen liefern. Beispielhaft erreichte das kombinierte Modell (XGBOOST) einen Bestimmtheitsmaß-Wert von 𝑅2=0,83 und zeigte damit eine deutlich bessere Vorhersagegenauigkeit als einzelne Vergleichsmiodelle. Die integrierte Modellvergleichsfunktion ermöglicht eine transparente und anwendungsbezogene Auswahl geeigneter Modelle.

Abb. 3: Benutzeroberfläche (UI) des KSF Tool-Condition-Monitoring-Systems zur anwenderfreundlichen Verwaltung mehrerer Werkzeuge und Versuche
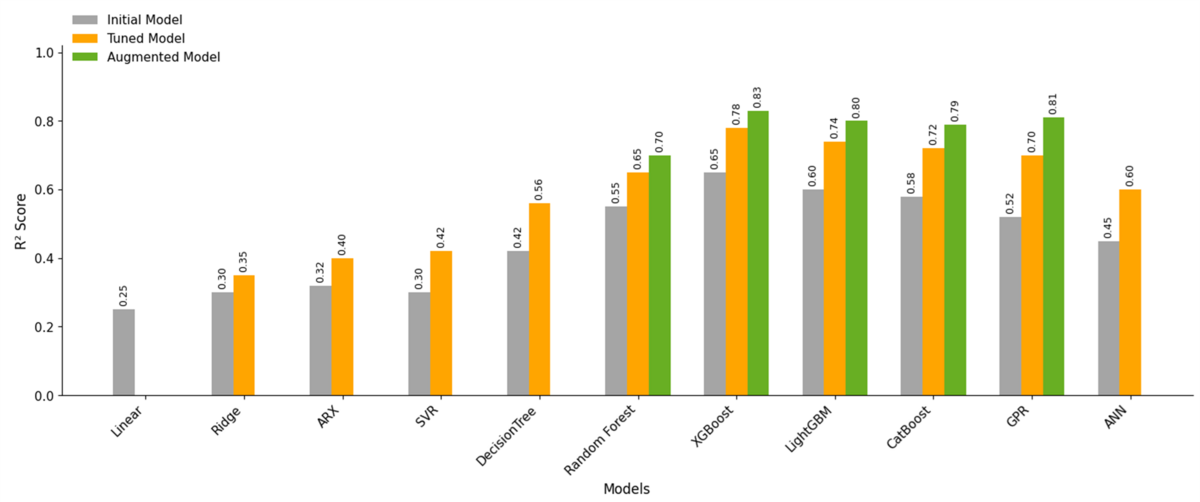
Abb. 4: Vergleich verschiedener datengetriebener Modelle innerhalb des KSF-TCMS zur Bewertung des Werkzeugzustands unter datenlimitierten Bedingungen
Neben der reinen Zustandsbewertung integriert das System eine physikgestützte Prognose des Verschleißverlaufs und der verbleibenden Werkzeugstandzeit. Abbildung 5 zeigt exemplarisch die Vorhersage des Flankenverschleißes (VBmax) sowie die daraus abgeleitete Reststandzeit für ein Microbohr-Werkzeug. Innerhalb der Prognoseoberfläche des KSF-TCMS wurden exemplarisch folgende Prozessparameter definiert: eine Schnittgeschwindigkeit von 𝑣𝑐=35 m/min, ein Vorschub pro Zahn von 𝑓𝑧=0,015 mm/Zahn sowie ein Betriebspunkt bei Bohrungsindex 186 (entsprechend Versuchszyklus 9.2 bei 20 Bohrungen pro Zyklus). Für diesen Betriebspunkt liefert das hybride datengetriebene und physikgestützte Fortschrittsmodell einen prognostizierten Flankenverschleiß von 𝑉𝐵max=11,29𝜇m ordnet den Werkzeugzustand dem quasi-stationären Verschleißbereich zu und schätzt eine verbleibende Werkzeugstandzeit von 16 Zyklen. Dies entspricht etwa 320 weiteren Bohrungen bis zum Erreichen des definierten Verschleißgrenzwerts. Die Prognose kombiniert die datengetriebene Modellierung mit grundlegenden physikalischen Nebenbedingungen, wie einer monotonen Verschleißentwicklung und einem phasentypischen Verschleißverhalten. Dadurch entstehen nachvollziehbare und prozesskonforme Vorhersagen, die eine zustandsbasierte und vorausschauende Planung von Werkzeugwechseln ermöglichen.

Abb. 5: Exemplarische Vorhersage des Flankenverschleißes (VBmax) und die RUL für ein Microbohr-Werkzeug
Beobachtete Werkzeugverschleißmechanismen beim Microbohren
Die im Monitoring-System erfassten Verschleißverläufe stehen in engem Zusammenhang mit den realen physikalischen Mechanismen beim Mikrobohren. Abbildung 6 zeigt mikroskopische Aufnahmen typischer Verschleißbilder, darunter Flankenverschleiß, lokale Schneidkanten-Ausbrüche sowie Aufbauschneidenbildung. Diese Effekte treten häufig stochastisch auf und können zu abrupten Änderungen im Prozessverhalten führen. Die Kombination aus Sensorsignalen, datengetriebener Zustandsbewertung und physikalischer Interpretation ermöglicht es dem System, solche Effekte frühzeitig zu erkennen und konsistent in die Bewertung des Werkzeugzustands einzubeziehen.
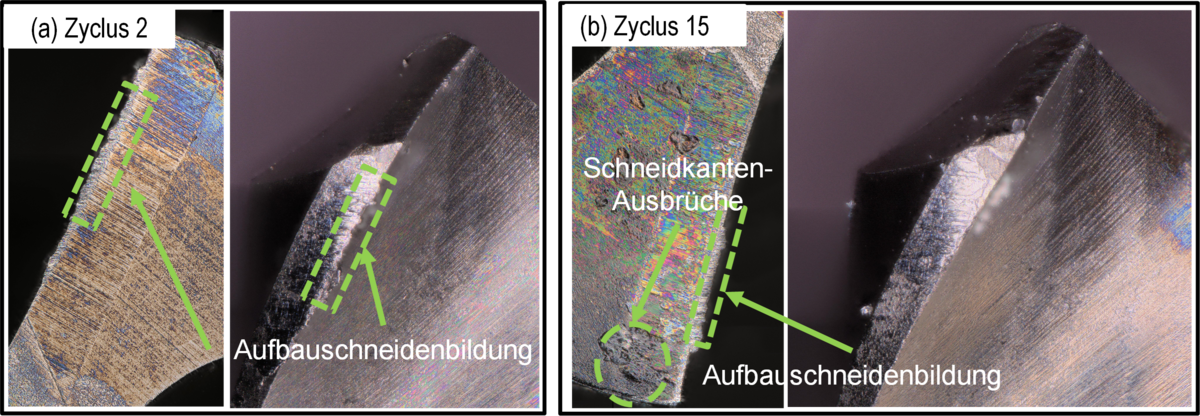
Abb. 6: Mikroskopische Aufnahmen typischer Verschleißmechanismen im Microdrilling, einschließlich Flankenverschleiß, Schneidkanten-Ausbrüchen und Aufbauschneidenbildung
Zusammenfassung
In diesem Beitrag wurde ein praxisnahes Tool-Condition-Monitoring-System für Mikrobohr-Prozesse vorgestellt, das für datenlimitierte industrielle Anwendungen ausgelegt ist. Durch die Kombination prozessnaher Sensorik, datengetriebener Zustandsbewertung und physikgestützter Prognose ermöglicht das System eine zuverlässige Bewertung des Werkzeugzustands sowie eine Abschätzung der verbleibenden Werkzeugstandzeit (RUL) über eine anwendungsorientierte Benutzeroberfläche. Die Ergebnisse der Fallstudie zeigen, dass der Ansatz zur Erhöhung der Prozessstabilität und zur Reduktion ungeplanter Stillstände beim Mikroschleifen beiträgt.
Danksagung
Die Autoren danken dem Ministerium für Wirtschaft, Arbeit und Tourismus Baden-Württemberg (Invest BW) für die finanzielle Unterstützung sowie der HB microtec GmbH & Co. KG für die Bereitstellung der Mikrobearbeitungswerkzeuge und die technische Unterstützung.
Literatur
[1] X. Hyacinth Suganthi, U. Natarajan, and N. Ramasubbu, ‘A review of accuracy enhancement in microdrilling operations’, Int. J. Adv. Manuf. Technol., vol. 81, no. 1–4, pp. 199–217, Oct. 2015, doi: 10.1007/s00170-015-6900-1.
[2] X. Liu, G. Chen, Y. Li, L. Chen, Q. Meng, and C. Mehdi-Souzani, ‘Sampling via the aggregation value for data-driven manufacturing’, Natl. Sci. Rev., vol. 9, no. 11, p. nwac201, Nov. 2022, doi: 10.1093/nsr/nwac201.