Hochgenaue Prüftechnik für alle fünf Verfahren der Wälzprüfung
Die Höfler Stirnrad-Wälzprüfmaschine R 300 ist die neueste Maschinenentwicklung von Klingelnberg im Bereich Stirnrad-Technologie. Die kompakte Maschine ist für alle fünf Verfahren der Wälzprüfung ausgelegt. Wer Prüfzyklen kombinieren, Rückbaukosten reduzieren und hohen Bedienkomfort haben will, findet in dieser Maschine eine ideale Lösung für hochgenaue Prüftechnik.
Durch das zunehmende Outsourcing der Bauteil- und Komponentenfertigung in der Großseriengetriebeproduktion fordern einige Getriebe- und Fahrzeughersteller inzwischen einen Qualitätsnachweis für alle Zahnräder, die im Antriebsstrang verbaut werden. Ein weiterer Treiber der steigenden Prüfschärfe ist in der E-Mobilität zu sehen. Durch den Wegfall des Verbrennungsmotors rückt das Geräuschverhalten des Getriebes noch stärker in den Fokus als bisher, da der Elektromotor eine vergleichsweise geringe maskierende Wirkung für Zahnradgeräusche besitzt.
Die neue Wälzprüfmaschine R 300
Welches ist das ideale Verfahren zur Qualitätskontrolle von Zylinderrädern? Die 3D-Koordinatenmesstechnik eignet sich aufgrund der relativ langen Messdauer und der limitierten Aussagefähigkeit bzgl. der funktionellen Bauteilqualität nicht für eine 100% -Prüfung von Zahnrädern.

Deswegen setzt Klingelnberg auf die Wälzprüftechnik. Bei Kegelradsätzen ist sie bereits seit Jahrzehnten Stand der Technik, die jetzt auch in die Welt der Stirnräder einzieht. Die Höfler Stirnrad-Wälzprüfmaschine R 300 ist die neueste Maschinenentwicklung von Klingelnberg im Bereich der Stirnrad-Technologie; sie deckt hinsichtlich ihrer Achsverfahrwege das gleiche Bauteilspektrum ab wie die Speed Viper Baureihe. Radbauteile können bis zu einem Außendurchmesser von 300mm getestet werden. Zusammen mit dem optionalen Gegenhalter lassen sich im Extremfall Wellen bis zu 800mm Länge auf ihr Lauf- und Geräuschverhalten hin untersuchen. Dabei ist der „Footprint“ der Maschine mit 0,85m × 2,4m sehr klein – das spart teure Produktionsfläche. Für die Werkstückaufnahme können je nach Anforderung sowohl hydraulische als auch mechanische Spannvorrichtungen eingesetzt werden. Das Lehrzahnrad wird stets hydraulisch gespannt, um spannmittelbedingte Rundlaufabweichungen zu minimieren und dennoch ein schnelles Umrüsten der Maschine zu gewährleisten.

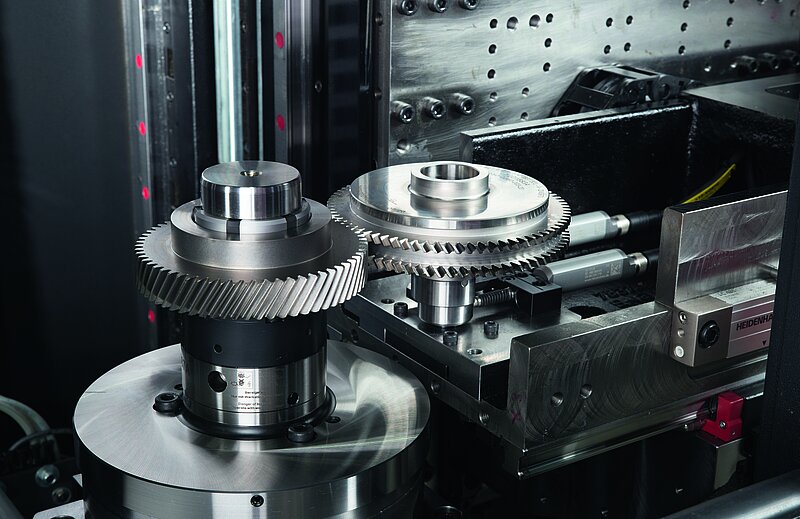
R 300 mit HXP-, EWP-Schlitten und Gegenhalter
Flexibilität & Minimierung von Produktionskosten
Die R 300 bietet je nach Konfiguration die Möglichkeit, alle fünf Verfahren der Wälzprüfung einzusetzen. Die Maschine kann beispielsweise mit einem EWP- und einem HXP-Schlitten ausgestattet werden (s. Bild links). Mit der Helixprüfung (HXP) werden Härteverzüge überwacht; dadurch können Bauteile bereits vor dem Verzahnungsschleifen aus der Fertigungslinie ausgeschleust werden. Das spart Produktionskosten, da nur Teile geschliffen werden, deren Aufmaß größer als der Schleifabtrag ist. Nach dem Verzahnungsschleifen wird eine Einflanken- Wälzprüfung (EWP) durchgeführt, um zu verhindern, dass Teile in die Montagelinie gelangen, die später im Getriebe geräuschauffällig sind. Das spart erhebliche Kosten ein, denn für den Rückbau eines Getriebes nach der End-Of-Line-Prüfung fallen rund 500 bis 700Euro an. Bei Bauteilen mit einer Taktzeit von 30 Sekunden und einer Qualitätsprüfung nach einer halben Schicht kämen so im schlimmsten Fall 480 (4 × 3.600 / 30) n.i.O.-Zahnräder in die Getriebemontage. Das entspricht Rückbaukosten von rund (480 × 500) 240.000Euro.
Kombinierter Prüfzyklus aus EWP und DBP
Durch die Überkopfanordnung des EWP-Schlittens der R 300 können bei Radbauteilen selbst kleinste Achsabstände realisiert werden. Das bietet große Vorteile bei der Gestaltung des Lehrzahnrades: So lassen sich nicht allein die Zahnflankentopografie, sondern auch die Makrogeometrie für die Prüfaufgabe optimieren. Die hochgenauen Winkelschrittgeber in den baugleichen Werkstück- und Lehrzahnradspindeln liefern 9.000 Messpunkte pro Umdrehung und erreichen bei einer Prüfdrehzahl von 60min-1 in Kombination mit einer Messkartenabtastrate von 12,4GHz eine Winkelauflösung von 2 × rad × sec-1/ 12,4GHz = 0,0005067μrad. Mit optionaler Sensorik lassen sich mit dem EWP-Schlitten auch eine Körperschall- und eine Drehbeschleunigungsprüfung durchführen. Durch einen kombinierten Prüfzyklus, bestehend aus Einflanken-Wälzprüfung und Drehbeschleunigungsprüfung (DBP), lassen sich einerseits die Prüfergebnisse mit dem berechneten Drehfehler vergleichen, andererseits erhält man über die dynamische DBP gute Korrelationen zwischen den kritischen Ordnungen im Zahnrad- und Getriebegeräusch.
Hoher Bedienkomfort
Das von den Stirn- und Kegelradbearbeitungsmaschinen bekannte und bewährte Design des Human-Machine-Interface (HMI) garantiert auch bei der R 300 einen optimalen Bedienkomfort. Das HMI ist mit einem 19Zoll-Touchscreen ausgestattet, wichtige Funktionen wie „Werkstück spannen und lösen“ lassen sich über Hardware-Taster auslösen. Im Sinne einer möglichst einfachen Benutzerführung wird der Bediener über eine prozessorientierte Menüstruktur nur in die Eingabemenüs geleitet, die er für die Konfiguration seiner spezifischen Prüfaufgabe benötigt. Das trägt erheblich zur Vermeidung von Eingabefehlern bei und verkürzt den Schulungsaufwand bei der Ausbildung neuer Mitarbeiter.
Somit bietet die R 300 die optimale Lösung für eine kompakte, flexible und hochgenaue Prüftechnik zur 100%-Qualitätskontrolle von Zylinderradverzahnungen.
Quelle | Klingelnberg