R 300 – Hörst Du’s noch, oder misst Du schon?
Je präziser ein Zahnrad gefertigt wird, desto besser wird sein Laufverhalten sein. Diese Behauptung trifft auf die Tragfähigkeit einer Verzahnung, jedoch nicht auf die Geräuschabstrahlung eines Getriebes zu. So können sich Zahnräder mit nahezu identischen Messergebnissen in Teilung, Profil und Flanke beim Geräuschverhalten im Getriebe deutlich unterscheiden. Zu hören ist das Ergebnis schnell – die Ursache zu finden, ist dagegen schwierig ...

Die Ursachen für Getriebegeräusche scheinen vielfältig, aber eigentlich ist es immer eine Schwingung der Getriebeelemente unter Last. Für das Geräuschverhalten sind vor allem Schwingungen maßgeblich, die aus dem Zahnkontakt entstehen. Diese Schwingungen werden, ausgehend vom Zahnkontakt, bis an die Getriebegehäuseoberfläche als Körperschall weitergeleitet und von dort als hörbarer Luftschall abgestrahlt.
Vom Hören ...
Der „wunde Punkt“ in der Fertigung ist nicht das Laufverhalten, das sich aus der Auslegung ergibt, sondern die Schwankungen der Geräuschergebnisse am Endof- Line(EOL)-Prüfstand. Tritt hier ein nicht akzeptables Geräuschverhalten auf, ist eine sehr aufwendige Ursachenanalyse aller Komponenten erforderlich. Oft kann das unangenehme Geräusch dann nur durch Tausch einzelner Komponenten auf wundersame Art beseitigt werden. Der Bedarf an einer Geräuschvorhersage für jedes einzelne Zahnrad noch vor der Montage steigt also immer mehr an.
... zum Messen
Weil es für den Übergang von Schwingungen zum Luftschall viele Einflussgrößen gibt, reicht für die Geräuschanalyse eine einfache geometrische Betrachtung der Verzahnungsabweichung nicht aus. Hier sind geeignete Messmethoden und spezielle Auswerteverfahren gefragt, um dem Geräusch auf die Schliche zu kommen. Bei der Verbesserung des Geräuschverhaltens unterscheidet man allgemein zwischen primären und sekundären Maßnahmen.
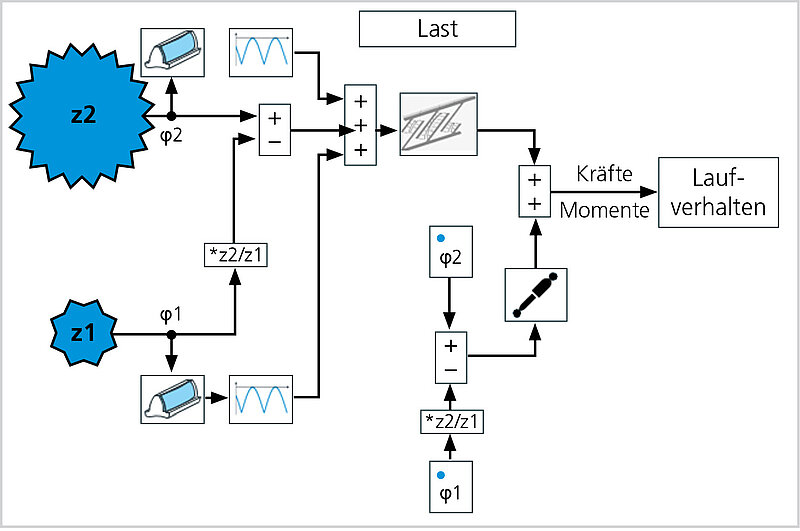
Bei primären Maßnahmen wird das Anregungsverhalten minimiert, während bei sekundären Maßnahmen der Übertragungspfad von der Anregung bis zur Entstehung des Luftschalles verbessert wird. Im Folgenden liegt der Fokus auf den primären Maßnahmen. Wie gefertigte Zahnflankenform, Einflüsse der Last und der Dämpfung zusammenspielen, zeigt Abbildung 1. An welcher Stelle kann man also anpacken, um zum Geräuschverhalten eines Zahnrades in der Serienproduktion aussagefähig zu werden? Hält man sich die Realität in der Fertigung vor Augen, können Schwankungen der Werkstoffkennwerte und Variationen des Dämpfungsverhaltens im Getriebe ausgeschlossen werden. Folglich bleibt nur die Zahnflanke übrig, die sich innerhalb der Toleranzvorgaben für die Fertigung verändern darf. Und das ist die gute Nachricht: Mit einer lastlosen Untersuchung der Zahnflanken lassen sich nahezu alle Auswirkungen auf zahnkontaktbedingte Getriebegeräusche erfassen.
Laufprüfung
Die Einflankenwälzprüfung ist eine Methode, die seit Jahrzehnten die Qualität der Drehübertragung respektive des Laufverhaltens zweier Zahnräder bewertet. Für die Prüfung des Laufverhaltens wird das Zahnrad mit einem präzise gefertigten Meisterrad abgewälzt. Wegen der
niedrigen Prüfdrehzahl weist die Einflankenwälzprüfung eine hohe Reproduzierbarkeit aus, was jedoch mit einer längeren Messzeit einhergeht.
Dem Geräuschverhalten im Getriebe kommt die Körperschallmessung sehr nahe. Statt die Drehübertragung zwischen Prüfrad und Meisterrad mit hochauflösenden Winkelschrittgebern zu messen, wird hier mit einem Beschleunigungssensor die dynamische Anregung aus dem Zahnkontakt auf die Struktur des Prüfstands erfasst. Da dies im Vergleich zur Einflankenwälzprüfung bei wesentlich höheren Drehzahlen geschieht, ist die Messzeit entsprechend kurz.
Daneben gibt es noch die Drehbeschleunigungsmessung, die statt der Schwingungsanregung in alle Raumrichtungen nur diejenigen erfasst, die auf die Rotation des Prüfrads und Meisterrads wirken. Rein mathematisch handelt es sich dabei um die zweite Ableitung der Einflankenwälzprüfung.
Sämtliche Laufprüfverfahren zeichnen sich dadurch aus, dass alle Zahnflanken des Prüfrads einer funktionsorientierten Messung unterzogen werden. Im Vergleich zur 3D-Koordinatenmessung wird die Auswirkung der Geometrieabweichung auf die Funktion bewertet und nicht die Abweichung gegenüber der Soll-Geometrie. Allerdings werden nur die Bereiche der Zahnflanken bewertet, die im Wälzkontakt mit dem Meisterrad sind. Durch eine geeignete Gestaltung der Zahnflankengeometrie des Meisterrads lässt sich der zu untersuchende Bereich so optimieren, dass eine hinreichend gute Korrelation zum End-of-Line(EOL)-Prüfstand erreicht wird.
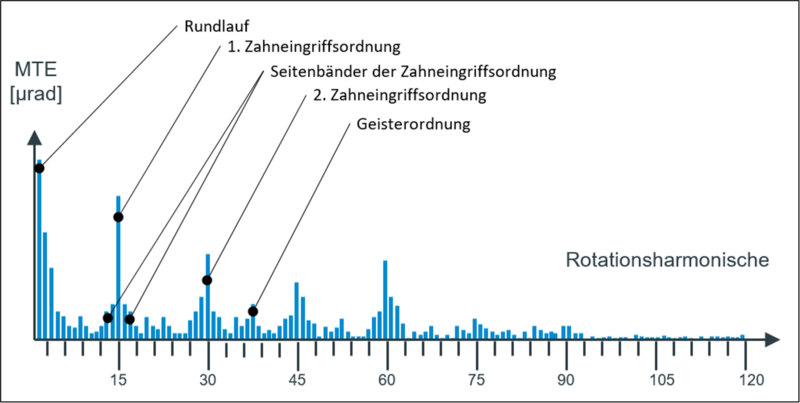
Obwohl bei der Laufprüfung die Kennwerte der Verzahnungsgeometrieabweichungen nachrangig sind, spiegeln die Ergebnisse bestmöglich das Laufverhalten wider. Statt den Drehfehler oder die Beschleunigungssignale im Zeitbereich zu analysieren, werden sie mit der Fourier-Transformation als Ordnungsspektrum dargestellt. Vereinfacht gesagt, zeigt ein Ordnungsspektrum an, wie oft pro Zahnradumdrehung eine Unregelmäßigkeit auftritt. Die Größe einer solchen Unregelmäßigkeit drückt sich in der Amplitude der jeweiligen Ordnung aus (siehe Bild 3).
Rundlaufabweichungen sind immer in den niedrigen Ordnungen zu finden. Wenn eine reine Exzentrizität der Verzahnung vorliegt, ist nur die erste Ordnung vorhanden. Beispielsweise geschieht bei einem Zahnrad mit 15 Zähnen (siehe Bild 3) der Eingriff der Zähne somit 15-mal pro Umdrehung. Das ist der Grund für die 15. Ordnung. Die Amplitude dieser Ordnung hängt von der Größe der in der Auslegung definierten Zahnflankenmodifikationen ab. Die Ordnungen in unmittelbarer Nähe einer Zahneingriffsordnung rühren von Teilungs- und Rundlaufabweichungen her. Die prominent hervortretende 38. Ordnung ist eine Geisterordnung. Geisterordnungen sind Ordnungen, die keinem Vielfachen der Zähnezahl entsprechen. Sie entstehen durch Fertigungsabweichungen, die nicht auf allen Zähnen gleichermaßen vorhanden sind.
Ein Ordnungsspektrum bietet also einen tiefen Einblick in die Qualität der Drehübertragung eines Zahnrades, die ja letztlich die Ursache für Schwingungen und sich daraus ergebende Geräusche ist.
Zahnradmesstechnik
Im Gegensatz zur Laufprüfung steht hier die Geometrie des Zahnrads im Vordergrund: Die Zahnradmesstechnik dient dazu, die fertigungsbedingte geometrische Abweichung der Zahnteilung sowie der Zahnflanke in Zahnhöhen- und Zahnbreitenrichtung zu erfassen und mittels Korrekturen an der Bearbeitungsmaschine zu minimieren.
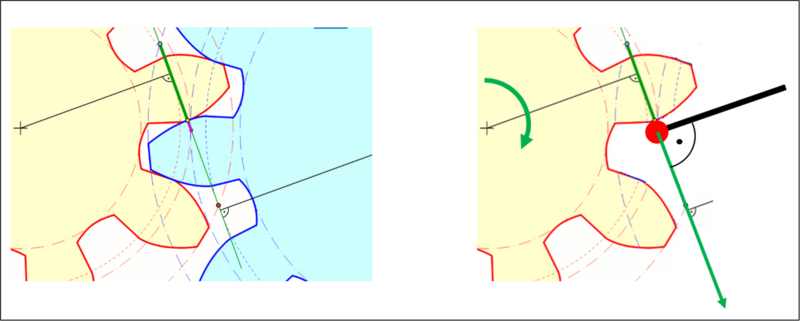
Obwohl die Zahnradmesstechnik eine funktionsorientierte Prüfung genannt wird, ist ihre Aussagekraft eingeschränkt. Die Funktionsorientierung bezieht sich auf die Besonderheit evolventischer Verzahnungen, deren Berührpunkte der Flanken entlang der sogenannten geradlinigen Eingriffstrecke verlaufen (vgl. hierzu Bild 4).
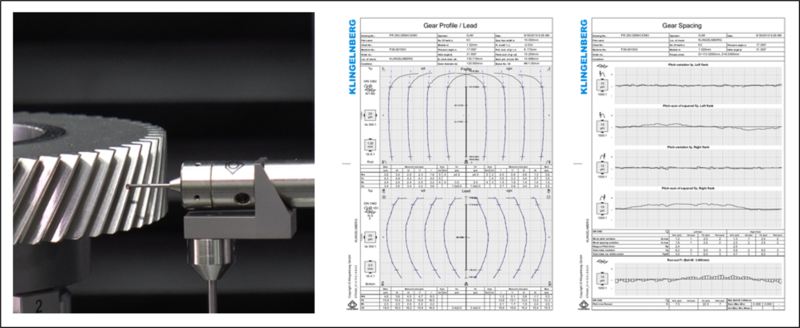
Der wesentliche Unterschied zur Laufprüfung besteht darin, mit Linienmessungen in Profil- und Flankenlinienrichtung eine Aussage zur Geometrie des Zahnrades zu treffen (siehe Bild 5). Dabei wird angenommen, dass bei einer Messung von drei oder vier Zähnen am Umfang alle Zähne im Wesentlichen identisch sind. Der unbestreitbare Vorteil der Zahnradmesstechnik ist der eindeutige Rückschluss auf Fertigungsabweichungen, die Möglichkeiten zur Korrektur eröffnen.
In der Auslegungsphase werden Toleranzbreiten für Teilung, Profil- und Flankenlinie so definiert, dass sich das theoretische Laufverhalten im akzeptablen Bereich bewegen wird. Das Laufverhalten wird daher nicht explizit geprüft. Vielmehr wird angenommen, dass die sich durch Extrapolation der gemessenen Profil- und Flankenlinien ergebende flächenhafte Zahnflanke genau dieses Verhalten aufweist. Bei geräuschkritischen Anwendungen kommt die klassische Zahnradmesstechnik aber an ihre Grenzen. Flankendefekte, die geräuschlich relevant sind, können mit Profil- und Flankenlinienmessungen nur unzureichend erfasst werden. Neben der selektiven Punkt- und Linienmessung bringt die Beschränkung der Messung auf drei oder vier Zähne am Umfang eine weitere Unsicherheit mit sich.
Gear Deviation Analysis / (GDA / Welligkeitsanalyse)
Das Ende der geometriebasierten Erfassung von Geräuschanregungen ist dennoch nicht erreicht. Messtechnisch erfassbare Welligkeiten, die beim Abwälzen der Zahnflanken zu Schwingungen führen, können durch einen grafischen Vergleich von Messergebnissen an lauten und leisen Zahnrädern erkannt werden. Für die quantitative Analyse von Welligkeiten ist ein Auswerteverfahren nötig, das es zulässt, diese Welligkeit in Amplitude und Frequenz sicher zu bestimmen. Da sich die Amplituden der Welligkeiten oft im Nanometerbereich bewegen, sind für die Erfassung der Messpunkte eine hohe Auflösung, aber insbesondere ein Messgerät mit höchster Messgenauigkeit Voraussetzung.
Die Oberflächenwelligkeit ist eine sich periodisch wiederholende Gestaltabweichung. Für die Bewertung einer Oberflächenwelligkeit geeignet ist das Verfahren der dominanten Welligkeit nach VDA 2007. Diese Methode erlaubt es, eine periodische Abweichung selbst bei kleinen Wellenlängen von einigen μm zu erkennen.
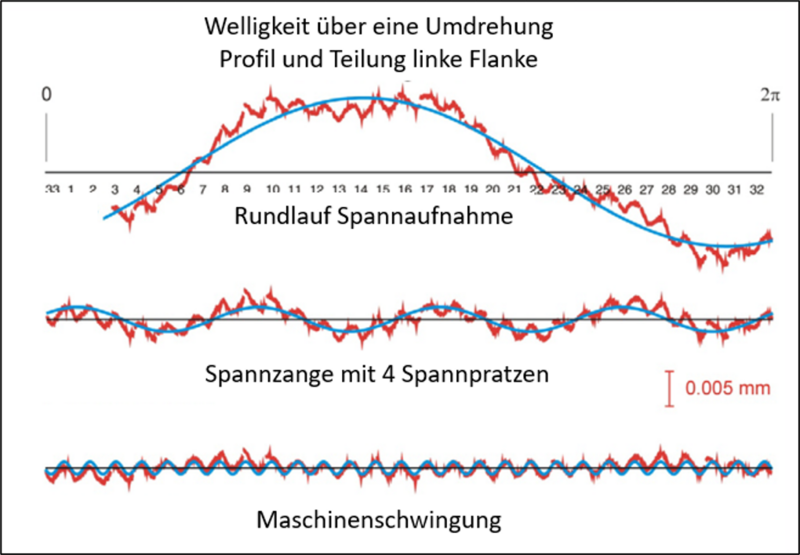
Das Bild 6 zeigt die Ergebnisse einer Profil- und Teilungsmessung eines Zahnrades mit 33 Zähnen. Diese Darstellung ist nicht mit der Ergebnisdarstellung einer Laufprüfung zu verwechseln. Die im oberen Teil rot dargestellten Kurvenstücke sind die Ergebnisse der Profilmessung eines jeden Zahns. Jede dieser Profilmessungen ist um das Ergebnis der Teilungsmessung vertikal verschoben.
Die Analyse zeigt drei prominent auftretende Welligkeiten. Im oberen Teil ist eine Welligkeit zu sehen, deren Wellenlänge dem gesamten Teilkreisumfang des Zahnrads entspricht. Diese erste Ordnung ist immer auf eine Rundlaufabweichung zurückzuführen. Im mittleren Teil des Bildes 6 ist die erste Ordnung subtrahiert. Nun ist eine vierte Ordnung zu erkennen. Diese wurde von der Spannzange der Aufnahme verursacht, die das Werkstück an vier Positionen spannt und während der Hartfeinbearbeitung elastisch verformt. Im unteren Bild sind erste und vierte Ordnung subtrahiert. Nun ist eine 28. Ordnung sichtbar. Es kann sich nicht um die Zahneingriffsordnung handeln, da das Bauteil 33 Zähne hat. Vielmehr ist es eine Maschinenschwingung, die 28-mal pro Werkstückumdrehung auftritt.
Wenn man davon ausgeht, dass Welligkeiten nicht nur singulär an einem Zahn auftreten, sondern sich an allen Zähnen finden lassen, kann man bereits mit der Auswertung von vier Profil- und Flankenlinienmessungen sowie der Teilungsmessung eine hinreichend zuverlässige Aussage darüber treffen, ob geräuschlich relevante Ordnungen vorhanden sind oder nicht. Da die Auswertung im Rahmen der üblichen Zahnradmessung ohne Zusatzaufwand erzeugt wird, bietet die Welligkeitsanalyse der Zahnradmessung das Potenzial, geräuschlich kritische Zahnräder in einem sehr frühen Stadium zu erkennen. Für die Ursachenforschung und die exakte Bestimmung der auftretenden kritischen Ordnungen ist dann eine Allzahnmessung unumgänglich. Nur so können geräuschrelevante Abweichungen erkannt werden, die nicht periodisch zum Zahneingriff, wohl aber periodisch zur Umdrehung auftreten.
Laufprüfung versus GDA
Sowohl die Laufprüfung als auch die Welligkeitsanalyse erzeugen ein Ordnungsspektrum, das einen quantitativen Einblick in das Laufverhalten eines Zahnrads liefert. Doch was sind jeweils ihre Potenziale – und wo liegen ihre Grenzen? (Vgl. hierzu auch Tabelle 1.)
Die GDA / Welligkeitsanalyse erzeugt ein Ordnungsspektrum, das ausschließlich vom zu prüfenden Zahnrad herrührt, während bei der Laufprüfung das Meisterrad das Ergebnis beeinflusst. Das stellt hohe Anforderungen an die Zahnflanken des Meisterrades. Dafür bezieht die Laufprüfung wiederum einen Großteil der Zahnflanke in die Messung mit ein – und nicht nur die Linien in Profil- und Flankenlinienrichtung. Ein weiterer Unterschied besteht in der Struktur der Ordnungsspektren. Die Struktur eines GDA-Spektrums stimmt umso besser mit derjenigen einer Laufprüfung überein, je mehr Zähne gemessen werden. Niedrige Ordnungen oder Ordnungen, die nur periodisch zur Radumdrehung, nicht aber zum Zahneingriff passen, werden von der GDA-Software nur dann erkannt, wenn alle Zähne gemessen werden. Eine noch bessere Übereinstimmung lässt sich erzielen, wenn bei der GDA sowohl die Ordnungen, die sich aus der Profil- und Teilungsmessung ergeben, als auch diejenigen aus der Flankenlinien- und Teilungsmessung überlagert werden.
Die Amplituden in den Ordnungsspektren müssen sich verfahrensbedingt unterscheiden. Bei der Laufprüfung wird eine Welle im Zahnkontakt nur dann erfasst, wenn das Meisterrad mit seiner Flanke dem Wellental des Prüfrades folgen kann und dieses nicht überbrückt. Einen ähnlichen Effekt kennt man aus der Rauheitsmessung, wenn man unterschiedliche Radien der Prüfnadel verwendet. Bei der GDA-Software spielt dieser Kugeldurchmesser-Effekt eine wesentlich kleinere Rolle. Somit werden sich die Amplituden der beiden Ordnungsspektren unterscheiden.
Fazit: Hohe Aussagekraft von Ordnungsspektren
Für das Erkennen geräuschlich kritischer Zahnräder eignen sich sowohl die Laufprüfung als auch die Welligkeitsanalyse. Die Aussagekraft eines Ordnungsspektrums geht weit über die Auswertung einer klassischen Zahnradmesstechnik hinaus. Der Charme der GDA-Software: Sie lässt sich ohne Zusatzaufwand in die Prozesskette integrieren. Die Klingelnberg Präzisionsmessmaschinen der P-Baureihe liefern für jedes gemessene Zahnrad eindeutige Hinweise auf zu erwartende Geräuschprobleme.
Einschränkend muss erwähnt werden, dass die Struktur des Ordnungsspektrums erst dann ihre volle Aussagekraft entfaltet, wenn eine Allzahnmessung durchgeführt wird. Hier treten dann die Ordnungen in Erscheinung, die von der EOL-Prüfung als kritisch klassifiziert wurden, weil sie Schwingungen im Getriebe in Luftschall umwandeln. Aufgrund ihrer kurzen Messdauer lässt sich beispielsweise die R 300 sehr gut in den Fertigungsprozess integrieren. Ein Qualitätsdurchschlupf ist so nachhaltig unterbunden. Somit lassen sich Getriebegeräusche am besten mit einer Laufprüfung auf der R 300 ermitteln. Für Maßnahmen zur Behebung der Geräuschanregung liefert dann ein Klingelnberg Präzisionsmesszentrum die entscheidenden geometrischen Hinweise.
Quelle | Klingelnberg