Aufpoliert! Werkzeugsysteme für das Schleifen und Honen anspruchsvoller Verzahnungen
Der Trend zur Hartfeinbearbeitung von Verzahnungen bei Automobilgetrieben ist ungebrochen.
Standen in den letzten Jahren Anforderungen an Zahnräder hinsichtlich Effizienzsteigerungen im Vordergrund, um den schmalen Bereich der Übersetzung Gang für Gang optimal auszunutzen und dabei den Verbrauch zu senken, liegt die Messlatte für Anwendungen mit reinem Elektroantrieb um Längen höher. Im Fokus steht insbesondere die Oberflächenbeschaffenheit, der eine entscheidende Rolle bei der Erfüllung der Funktionalität in einem Getriebe für Elektromotoren zukommt.
Das bedeutet für die Fertigungsverfahren Wälzschleifen und Verzahnungshonen innovative Veränderungen, um diesen höheren Anforderungen gerecht zu werden. Besonders die Fein- und Polierbearbeitung bietet in diesem Zusammenhang einen Lösungsansatz. Diesen Prozessen ist immanent, dass zwei Bearbeitungsschritte in Reihe oder sequenziell in einer Aufspannung durchgeführt werden. Alternativ können Prozesse kombiniert werden, wie z. B. Schleifen mit Verzahnungshonen, was den Nachteil mit sich bringt, die Bauteile doppelt in eine Werkzeugmaschine einschleusen zu müssen. Alle Prozesse haben gemeinsam, dass sie mit unterschiedlichen Spezifikationen beim Bearbeitungswerkzeug arbeiten. Variiert werden neben der Korngröße auch die Bindungsart. Bei der Feinbearbeitung in einer Aufspannung kommen beim Wälzschleifen zwei Zonen Kombinationswerkzeuge zum Einsatz, die beide keramisch gebunden sind, sich jedoch in der Kornart und vor allem in der Korngröße unterscheiden. Zone 1 ist identisch mit einer konventionellen Standard-Wälzschnecke, welche die Hauptzerspanleistung beim Schruppen übernimmt. Das Schlichten erfolgt ausschließlich in Zone 2 mit feinerer Körnung, um die Anforderung bzgl. Oberflächenrauheit und Traganteil zu erreichen.

Zweizonenscheibe für das Polierschleifen - Zone 1 unten, Zone 2 oben
Analog ist die Vorgehensweise beim Verzahnungshonen, wobei die Werkzeugmaschinen von Gleason beim „Combi Honing“ zwei Honwerkzeuge in einem und demselben Honkopf aufnehmen können. Anzumerken ist, dass Zone 2 – also hier Honrad Nummer 2 – auch mit einer Kunstharz-Bindung ausgeführt werden kann.
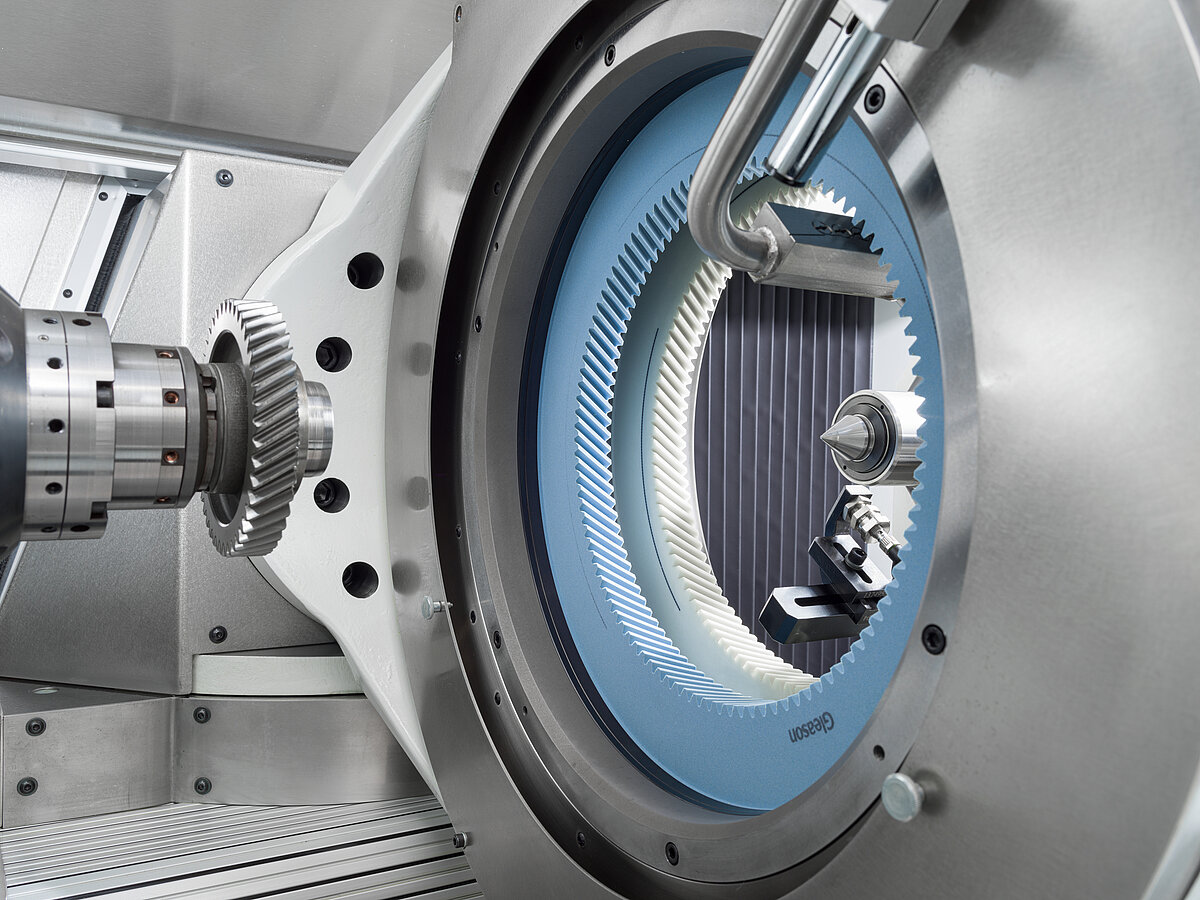
Gleason „Combi-Honing“ mit zwei Honwerkzeuge in einer Aufspannung, hier als Polieranwendung zu sehen
Eine Polierbearbeitung erfolgt ebenso mit einem Kombiwerkzeug, wobei der Poliereffekt nur mit einer elastischeren Bindungsart (Polyurethan) und noch feinerer Körnung erzielt werden kann.
Was bedeuten diese Prozessbedingungen für die Abrichtwerkzeuge, welche diese Kombiwerkzeuge und Spezifikationsvarianten konditionieren müssen? Während beim Verzahnungshonen die diamantbeschichteten Abrichtwerkzeuge typischerweise für ein bestimmtes Werkstück ausgelegt sind, richtet sich das Wälzschleifen an eine größere Vielfalt von Anwendungen. Für Prototypen kann ein universeller Formabrichter (GDU) eingesetzt werden, der im Punktkontakt arbeitet und damit über die Maschinenkinematik jede Art von Profilmodifikation abbildet. Für kleinere Losgrößen werden flexible Werkzeuge (GDF) mit einem bestimmten Eingriffswinkel- und Modulbereich verwendet, die das Schleifwerkzeug einflankig konditionieren. Werkstückspezifische Abrichtsysteme (GDW) verfügen über einen integrierten Kopfabrichter mit definiertem Radius zur Gestaltung des Fußauslaufes oder sogar zum Fußschleifen. Alle oben genannten Abrichtsysteme von Gleason können ohne jegliche Änderungen auch für einen schränkungskontrollierten Wälzschleifprozess verwendet werden.

Abrichtwerkzeuge für das Verzahnungshonen und Wälzschleifen.
Von links nach rechts: Diamantabrichtrad für das Verzahnungshonen, Werkstückspezifische Abrichtrolle System GDW und flexible Abrichtrolle System GDF zum Wälzschleifen.