Effizientere Zerspanung schwer bearbeitbarer Legierungen auf Nickel- und Kobaltbasis
Bei der Zerspanung von Bauteilen aus kostenintensiven Ni- und Co-Basislegierungen kommt der Wiederverwendung anfallender Späne eine große Bedeutung zu. Diese ist jedoch infolge der Verunreinigung durch den Einsatz konventioneller Kühlschmierstoffe stark eingeschränkt. Die kryogene Kühlung hilft dieses Problem zu lösen und zusätzlich die Wirtschaftlichkeit des Zerspanungsprozesses zu verbessern.
___von M. Schneeweiß, J. Glühmann, L. Günther

Zerspanungsprozesse stellen generell rohstoffintensive Bearbeitungsschritte dar, wobei nicht selten bis zu 80% des Rohmaterials zerspant werden muss. Die anfallenden Späne bleiben aber in der Regel durch ein erneutes Einschmelzen als Ausgangmaterial für andere Produkte erhalten.
Bei einigen Anwendungsfällen bestehen aber erhöhte Anforderungen an die Reinheit der einzuschmelzenden Späne. Dies betrifft bspw. Erzeugnisse aus den kostenintensiven Nickel- oder Kobaltbasislegierungen, bei denen die Herstellerfirmen häufig in der eigenen Fertigung die Späne gewinnen und wieder einschmelzen. Für diese Erzeugnisse werden die Legierungen spezifisch zusammengestellt, um die gewünschten Produkteigenschaften zu erzielen. Die enge Tolerierung der Legierungszusammensetzung lässt dabei keinerlei Verunreinigungen in den Ausgangsschmelzen zu.
Die bisherigen Prozesse zur Zerspanung der Nickel- und Kobaltbasislegierungen basieren auf dem Einsatz wassermischbarer Kühlschmierstoffe. Diese führen zwangsweise zu einer Verunreinigung der anfallenden Späne in Form von Kühlschmierstoffanhaftungen und gleichfalls zu einer Anreicherung von Kohlenstoff infolge ablaufender Diffusionsprozesse bei der Spanbildung. Im Ergebnis führt der Kohlenstoff zur Bildung unerwünschter Karbide, sodass eine Wiederverwendung der Späne bisher ausgeschlossen war. Vor diesem Hintergrund stellt die Nutzung der kryogenen Kühlung mittels Kohlenstoffdioxid einen aussichtsreichen Ansatz zur Lösung des genannten Problems dar. Der Verzicht auf wassergemischte Kühlschmierstoffe sollte eine Verunreinigung der Späne verhindern. Jedoch muss der Nachweis geführt werden, dass die erforderlichen Zerspanungsoperationen auch mittels kryogener Kühlung sicher und wirtschaftlich durchgeführt werden können.
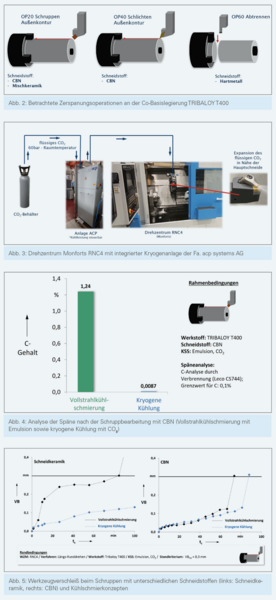
Im Rahmen des geförderten Projektes „CryoEfficiency“ (Fö.-Kenn.: 033RK096C, Gefördert vom BMBF im Programm „KMU-innovativ“) wurde diese Themenstellung an der WHZ umfassend betrachtet und ist an dieser Stelle auszugsweise dargestellt. Für die experimentellen Untersuchungen wurde eine Realbauteiltechnologie für den Werkstoff TRIBALOY T400 auf einen Demonstrator überführt, an dem verschiedene Zerspanungsoperationen separat untersucht werden konnten. An dieser Stelle wird auf die drei relevanten Operationen Schruppbearbeitung Außenkontur (Längs-Runddrehen), Schlichtbearbeitung Außenkontur (Längs-Runddrehen) sowie das Abtrennen des Werkstückes vom Stangenmaterial (Quer-Abstechdrehen) entsprechend Abbildung 2 näher eingegangen. Alle Zerspanungsuntersuchungen wurden auf dem Drehzentrum RNC4 der Fa. Monforts durchgeführt, das speziell für den Einsatz der kryogenen Kühlung mit Kohlenstoffdioxid modifiziert wurde. Es bestand die Möglichkeit der Kryogenzufuhr von außen (mittels Düsen) sowie der inneren Zufuhr durch entsprechende Kanäle im Werkzeuggrundkörper (s. Abb. 3). Die Bewertung der Späneverunreinigung infolge des Kühlschmierstoffeinsatzes während der Zerspanung, erfolgte im Projekt mittels Kohlenstoffanalyse durch Verbrennung (System Leco CS744).
Experimentelle Analysen
Zu Beginn der experimentellen Analysen wurden die industriell genutzten Bearbeitungstechnologien im Labor umgesetzt (Vollstrahlkühlschmierung mit Emulsion) und dann – unter sonst gleichen Bedingungen – auf die kryogene Kühlung umgestellt. Dies ermöglichte den direkten Vergleich der anfallenden Späne unter Nutzung der verschiedenen Kühlschmierstrategien. Eine Bewertung der Späneverunreinigung kann entsprechend Abbildung 4 vorgenommen werden.
Es hat sich gezeigt, dass der Kohlenstoffgehalt bei der konventionellen Zerspanung mit 1,24% den Grenzwert von 0,1% deutlich übersteigt, wohingegen die Späne nach dem Kryogeneinsatz mit einem C-Gehalt von ca. 0,0087% diese Grenze nicht erreichen. Eine Wiederverwendung der Späne ist somit durch die Umstellung der Kühlschmierstrategie prinzipiell möglich. Allerdings ist noch zu klären, ob die kryogene Kühlung negative Auswirkungen auf den Werkzeugverschleiß und die Bauteilqualität hat. Hierzu zeigt Abb. 5 Untersuchungsergebnisse zum Werkzeugverschleiß beim Schruppen der Außenkontur des Demonstrators mit den beiden relevanten Schneidstoffvarianten CBN und Keramik.
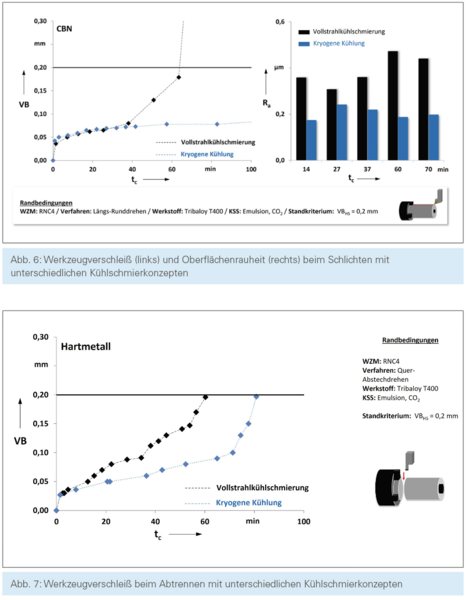
Dabei wird deutlich, dass die kryogene Kühlung gegenüber der Vollstrahlkühl-schmierung zu einer wesentlichen Reduktion des Werkzeugverschleißes führt. Dieser Effekt ist bei der Schneidkeramik ausgeprägter als beim Einsatz von CBN und kann möglicherweise auch zur Steigerung der Schnittgeschwindigkeit genutzt werden. Die Ergebnisse zur Schlichtbearbeitung sind in Abb. 6 dargestellt. Auch hier bewirkt die kryogene Kühlung eine drastische Reduktion des Verschleißes am CBN-Werkzeug, was zu erheblich größeren Standzeiten führt bzw. auch hier die Möglichkeit der Schnittgeschwindigkeitssteigerung eröffnet (s. Abb. 6 links). In Bezug auf die Bauteilqualität zeigt die Messung der Oberflächenrauheit – zu verschiedenen Schnittzeiten (vgl. Abb. 6 rechts) – beim Schlichten ebenfalls eine Verbesserung gegenüber der herkömmlichen Vollstrahlkühlschmierung mit Emulsion über der gesamten Einsatzzeit des Werkzeuges.
Die abschließende Betrachtung des Prozessschrittes Abtrennen (OP60 gemäß Abb. 2) erfolgt entsprechend Diagramm (s. Abb. 7). Auch bei Nutzung des Schneidstoffes Hartmetall, stellt sich eine deutliche Reduktion des Werkzeugverschleißes infolge kryogener Kühlung ein, sodass ein Standzeitzuwachs von ca. 35% gegenüber der Vollstrahlkühlschmierung zu verzeichnen ist.
Resümee
Vor dem Hintergrund, höchste Reinheitsanforderungen für das Wiedereinschmelzen der Späne – von kostenintensiven Ni- oder Co-Basislegierungen – zu gewährleisten, wurde die kryogene Kühlung mit CO2 im Gegensatz zur konventionellen Vollstrahlkühlschmierung mit Emulsion erfolgreich angewendet. Analysen zum Werkzeugverschleiß sowie der erzielbaren Bauteilqualität ergaben schneidstoffübergreifend positive Ergebnisse. Eine Umstellung der Bauteilfertigung auf die kryogene Zerspanung ist nicht nur möglich, sondern besitzt zusätzlich ein erhebliches Potenzial zur Senkung der werkzeug- sowie der zeitabhängigen Kosten. Ein Unternehmen des Projektkonsortiums hat mit der Umstellung bereits begonnen. Zukünftig werden die experimentellen Analysen zur kryogenen Zerspanung von Ni- und Co-Basislegierungen vor allem hinsichtlich der möglichen Schnittgeschwindigkeitssteigerungen an der WHZ weiter ausgedehnt und die Übertragung der Ergebnisse auf andere hochharte Schneidstoffe überprüft.
Quelle: WHZ Zwickau