Minimalmengenschmierung beim vibrationsunterstützten Bohren – Effizienz neu gedacht
Bohren zählt zu den weltweit am häufigsten eingesetzten Zerspanverfahren. Der Prozess stellt hohe Anforderungen an Werkzeug, Maschine und Prozessführung. Ursache hierfür ist die typische Prozesskinematik, bei dem das Werkzeug kontinuierlich in das Werkstück eintaucht, während die entstehenden Späne über die Spannuten aus der Bohrung abgeführt werden müssen. Gerade bei zunehmender Bohrtiefe wird die Spanabfuhr erschwert, mit spürbaren Folgen für Prozessstabilität und Bauteilqualität. Die eingeschränkte Spanabfuhr beim Bohren führt zu steigender Reibung zwischen Werkzeug, Span und Bohrungswand. In der Praxis äußert sich dies durch kontinuierlich ansteigende Temperaturen in der Kontaktzone mit zunehmender Bohrtiefe – ein thermisch stabiler Zustand wird in der Regel nicht erreicht. Besonders kritisch ist dies bei langspanenden, duktilen oder schwer zerspanbaren Werkstoffen. Hier verschärfen sich Reibung und Wärmeeintrag zusätzlich, was zu negativen Folgen bezüglich Maßhaltigkeit, Oberflächenqualität und Werkzeugstandzeit führen kann. In extremen Fällen sind auch thermisch bedingte Randzonenveränderungen im Bauteil nicht auszuschließen.
Einen vielversprechenden Ansatz zur Lösung dieser Herausforderungen bietet das vibrationsunterstützte Bohren (Abb. 1). Im Gegensatz zum konventionellen Bohren wird dabei die kontinuierliche Vorschubbewegung mit einer gezielten, niederfrequenten, periodischen Oszillation überlagert. Das Werkzeug tritt dabei zeitweise aus dem Werkstück aus und wieder ein. Diese kinematische Unterbrechung der Spanbildung führt zu kurzen, definierten Spänen und ermöglicht damit eine deutlich leichtere Spanabfuhr als beim konventionellen Bohren. Für die industrielle Praxis bedeutet das: geringere Spanreibung und damit reduzierte Wärmeentwicklung im Prozess. Insbesondere bei anspruchsvollen Materialien wie zum Beispiel Titan- oder Nickel-Basis-Legierungen und auch bei größeren Bohrtiefen kann das Verfahren seine Vorteile gegenüber dem konventionellen Bohren geltend machen, da es aufgrund der geringeren Temperaturentwicklung zu weniger Prozessabbrüchen und einer höheren Bohrlochqualität führt. Ein zusätzlicher Vorteil des vibrationsunterstützten Bohrens liegt in der verbesserten Möglichkeit zur Schmierstoffversorgung. Durch den periodischen Werkzeugaustritt kann die Spanbildungszone immer wieder mit Kühlschmierstoff (KSS) versorgt werden, was beim konventionellen Bohren nur schwer möglich ist. Dadurch eröffnet sich ein großes Potenzial für optimierte Schmierstrategien beim vibrationsunterstützten Bohren.
Neben der klassischen Überflutungsschmierung ist die Minimalmengenschmierung (MMS) aufgrund des geringeren Ressourcenverbrauchs und der entfallenden KSS-Pflegemaßnahmen von besonderem Interesse. Bei der MMS werden geringe Mengen Kühlschmierstoff mithilfe eines Luftstroms fein zerstäubt und gezielt in die Kontaktzone transportiert. Der notwendige KSS-Volumenstrom lässt sich dadurch erheblich reduzieren, von mehreren Litern pro Minute bei der Überflutungsschmierung auf wenige Milliliter pro Stunde bei der MMS. Dadurch können Ressourcen eingespart, Kosten gesenkt und der ökologische Fußabdruck der Fertigung deutlich reduziert werden. In der anwendungsnahen Forschung wird der Einfluss der MMS auf die Spanbildung jedoch nicht einheitlich diskutiert. Während einige Untersuchungen von erhöhten thermischen Belastungen berichten, zeigen andere Studien klare Vorteile wie geringere Schnittkräfte, reduzierten Werkzeugverschleiß und verbesserte Oberflächenqualitäten. Ein Grund für diese unterschiedlichen Ergebnisse ist sehr wahrscheinlich die Abhängigkeit der KSS-Wirkung von systemspezifischen Parametern des MMS-Systems wie z.B. der Art der Zuführung.
Genau hier setzt das aktuelle Projekt an: In einem von der Deutschen Forschungsgemeinschaft (DFG) geförderten Grundlagenvorhaben im Rahmen des Schwerpunktprogramms 2231 – FluSimPro werden die Wirkzusammenhänge und Mechanismen zwischen vibrationsunterstütztem Bohren und Minimalmengenschmierung gezielt untersucht, um Verbesserungspotenziale für die industrielle Anwendung ableiten zu können. Der Leitgedanke der Forschungsarbeiten folgt der Erkenntnis, dass die Art der Zufuhr des KSS und die quantitative Abhängigkeit der für den Spanbildungsprozess physikalisch relevanten Größen von den System- und Stellgrößen der KSS-Versorgung entscheidend sind. Dadurch soll es gelingen, vergleichbare und übertragbare Aussagen zur Wirksamkeit der MMS treffen zu können. Langfristig geht es darum, die Effizienz der MMS weiter zu steigern. Für Anwender würde dies nicht nur technologische Vorteile, sondern auch einen konkreten Beitrag zu mehr Nachhaltigkeit in der Fertigung bedeuten.
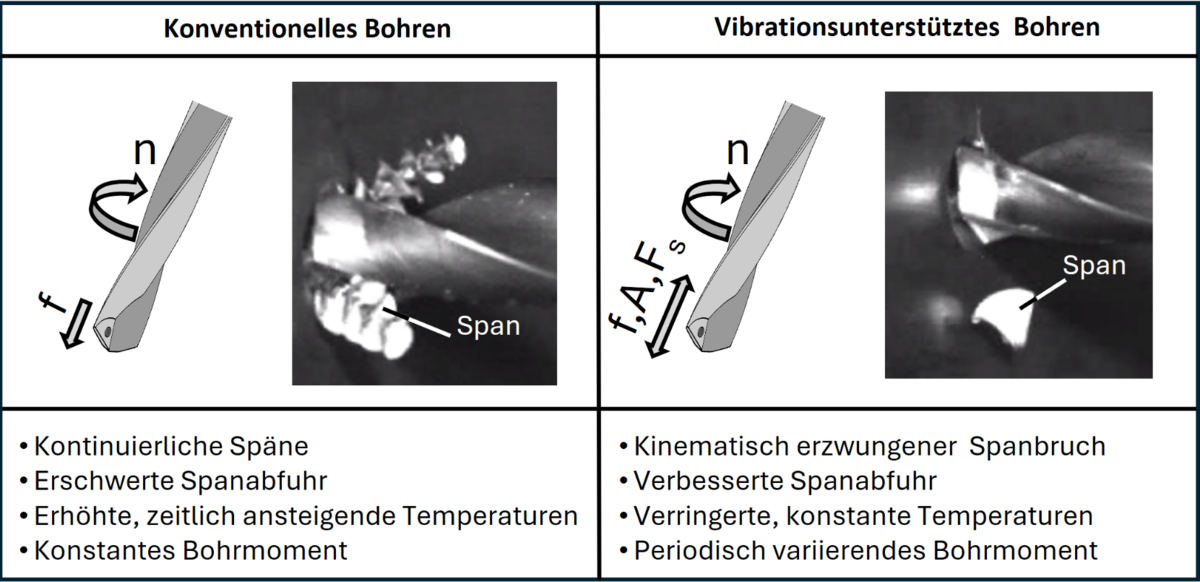
Abb. 1: Vergleich von konventionellem und vibrationsunterstütztem Bohren.
Versuchsaufbau und Minimalmengenschmierung im Überblick
Die experimentellen Untersuchungen wurden an einem modifizierten Bearbeitungszentrum mit einer aktiv magnetgelagerten Werkzeugspindel LeviSpin der Firma KEBA GmbH durchgeführt, die sowohl konventionelles Bohren als auch vibrationsunterstütztes Bohren ermöglicht. Die Werkzeugaufnahme erfolgt über ein Schnellspannsystem mit HSK-32-Schnittstelle (Abb. 2).
Die Versorgung mit Minimalmengenschmierung erfolgte über das Einkanalsystem Breeze LSJ30 der Firma HPM Technologie GmbH. Bei diesem System wird das Luft-KSS-Gemisch in einem externen Druckbehälter erzeugt. Charakteristisch für Einkanalsysteme ist, dass sich sowohl der flüssige KSS als auch das Luft-KSS-Gemisch (Aerosol) im selben Druckbehälter befinden. Der KSS wird mithilfe einer Venturi-Düse aus dem unteren Teil des Druckbehälter angesaugt und durch den Luftstrom in der Düse fein zerstäubt. Das erzeugte Aerosol gelangt anschließend zurück in den oberen Druckbehälter. Von hier aus wird es kontinuierlich über die Drehdurchführung der Werkzeugspindel, die Werkzeugaufnahme sowie die im Werkzeug integrierten Kühlkanäle bis direkt in die Kontaktzone gefördert.
Die Einstellung der MMS erfolgt bei dem verwendeten Einkanalsystem über drei systemspezifische Stellgrößen:
- p1: Eintrittsdruck an der Venturi-Düse
- p2: Druck am Druckentlastungsventil vor dem Druckbehälter
- afl: Füllstand des Kühlschmierstoffs im Druckbehälter
Als KSS wurde das synthetische Öl Alumicut 659 (Setral Chemie GmbH) eingesetzt, das bei 20 °C eine Dichte von 0,8975 g/cm³ aufweist. Für einen stabilen Betrieb des MMS-Systems muss die Bedingung (p1 − p2) ≥ 1 bar erfüllt sein. Ist dieser Druckunterschied nicht gegeben, entsteht kein ausreichender Druckunterschied zwischen Venturi-Düse und Druckbehälter, sodass kein Aerosol erzeugt werden kann.
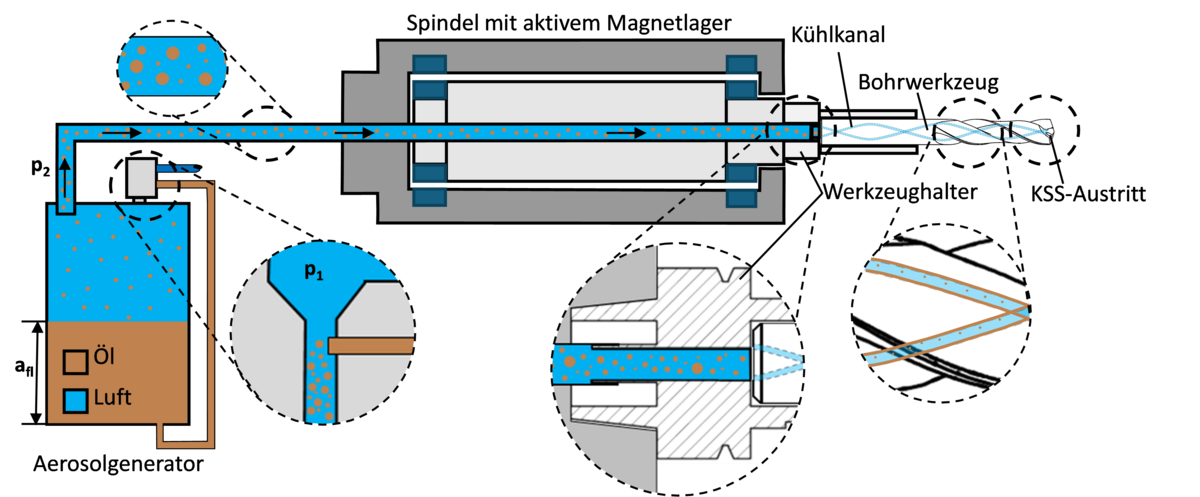
Abb. 2: Schematische Darstellung der Aerosol-Erzeugung und -Zufuhr beim vibrationsunterstützen Bohren, nach [1]
Vergleichbarkeit durch strömungsmechanische Kenngrößen
Um systemübergreifend vergleichbare Ergebnisse zu erzielen, wurden aus den systemspezifischen Stellgrößen strömungstechnische Kenngrößen ermittelt. Der Ölmassenstrom wurde dabei gravimetrisch bestimmt, indem die über einen Zeitraum von 30 Minuten geförderte Ölmenge gemessen wurde. Der Luftmassenstrom wurde aus dem am Austritt der internen Kühlkanäle gemessenen Volumenstrom sowie dem anliegenden / eingestellten Druck berechnet (Abb. 3).
Die Untersuchung des Einflusses der systemspezifischen Stellgrößen p1, p2 und afl auf die Luft- und Ölmassenströme ergibt, dass in der Venturi-Düse aufgrund der starken Querschnittsverengung Strömungsgeschwindigkeiten von bis zu etwa 340 m/s (nahe Schallgeschwindigkeit) auftreten. In diesem Zustand wird der im System einstellbare Druck maßgeblich durch die Düsengeometrie und den Eintrittsdruck p1 bestimmt und überträgt sich direkt auf den Druckbehälter. Änderungen des nachgeschalteten Druckniveaus p2 bleiben unterhalb dieses kritischen Drucks ohne Einfluss auf die resultierenden Luft- und Ölmassenströme, was für den stabilen Betrieb des Systems von zentraler Bedeutung ist. Überschreitet p2 jedoch den kritischen Druck pcr = 0,76·p1, steigt der Luftmassenstrom mit zunehmendem p2 an, während der Öl-Massenstrom entsprechend abnimmt. Wird das Druckverhältnis p2/p1 = 0,76 konstant gehalten, führt eine Erhöhung von p1 zu einem linearen Anstieg sowohl des Luft- als auch des Ölmassenstroms.
Neben den Druckniveaus beeinflusst auch der Ölfüllstand afl den Ölmassenstrom. Ursache hierfür ist der veränderliche Abstand zwischen Venturi-Düse und Flüssigkeitsoberfläche im Tank. Während der Luftmassenstrom für einen gegebenen Eintrittsdruck p1 unabhängig vom Füllstand bleibt, nimmt der Ölmassenstrom mit steigendem Füllstand linear ab. Beispielsweise sinkt der Ölmassenstrom bei p1 = 8 bar und p2 = 1 bar von 13,2 mg/s bei 80 mm Füllstand auf 1,7 mg/s bei 150 mm. Bei höheren Eintrittsdrücken ist dieser Effekt noch ausgeprägter.
Abb. 3 fasst den Einfluss der Parameter p1, p2 und afl auf die Luft- und Öl-Massenströme am Austritt der internen Kühlkanäle zusammen. Weitere Kombinationen von Stellgrößen der MMS-Anlage sind Teil weiterer Untersuchungen. Auf Basis dieser Betrachtungen können nun prozessspezifische Kenngrößen erhoben werden (Werkzeugverschleiß, Bohrmoment, Vorschubkraft, Prozesstemperatur).
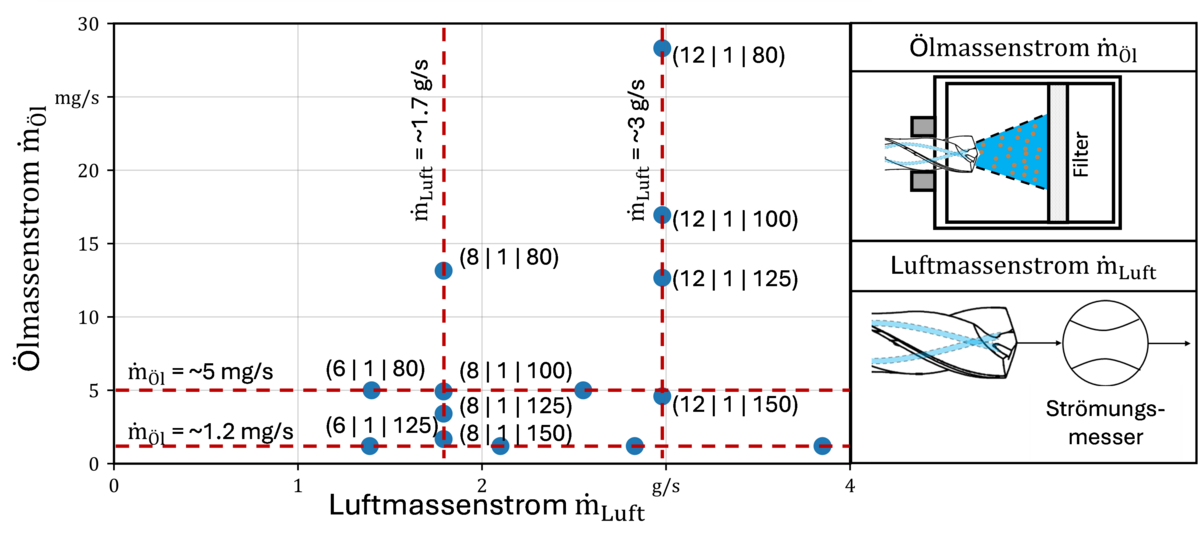
Abb. 3: Abhängigkeit des Öl- und Luftmassenstroms am Austritt der internen Kühlkanäle von den Stellgrößen (p1 in bar| p2 in bar| afl in mm)
Visualisierung des der Spanstelle zugeführten Ölanteils
Ergänzend zur quantitativen Erfassung von Luft- und Öl-Massenströmen wurde auch das Strömungsverhalten des KSS bzw. des Aerosols direkt am Austritt der im Bohrwerkzeug integrierten Kühlkanäle untersucht. Ziel war es, ein besseres Verständnis dafür zu gewinnen, in welcher Form der Kühlschmierstoff tatsächlich die Kontaktzone erreicht, um daraus Hinweise für eine effizientere Benetzung der Wirkpartner ableiten zu können. Die Visualisierung der aus dem Bohrwerkzeug austretenden KSS-Luft-Strömung erfolgte mithilfe der Hochgeschwindigkeitsschattenbildmethode. Dabei wird, wie in Abbildung 4 dargestellt, der Austrittsbereich der Kühlkanäle zwischen einer Lichtquelle und einer Hochgeschwindigkeitskamera positioniert. Der durch den austretenden Schmierstoff verursachte Schatten wird von der Kamera aufgezeichnet und ermöglicht eine Analyse des Strömungsverhaltens. Aufgrund der hohen Strömungsgeschwindigkeiten am Austritt aus dem Kühlkanal, kam eine Hochgeschwindigkeitskamera mit einer Bildrate von 140 kHz zum Einsatz. Diese hohe zeitliche Auflösung ist notwendig, um die dynamischen Vorgänge beim Austritt des Schmierstoffs zuverlässig erfassen zu können. Neben dem Versuchsaufbau zeigt Abbildung 4 exemplarische, binarisierte Aufnahmen der Hochgeschwindigkeitskamera. Dabei wird deutlich, dass der KSS entgegen der intuitiven Erwartung nicht primär in Form feiner Tröpfchen, also als Aerosol, sondern überwiegend als sogenannte Öl-Ligamente austritt. Dies deutet darauf hin, dass sich das Öl im erzeugten Luft-KSS-Gemisch während des Transports durch die Kühlkanäle teilweise an den Kanalwänden abscheidet und dort als Wandfilm weitertransportiert wird. Diese Ergebnisse bestätigen auch Arbeiten von [2]. Erst am Austritt der Kühlkanäle wird dieser Ölfilm erneut abgelöst und in Form von Ligamenten der Spanstelle zugeführt. Dieser periodische Ablöseprozess des Ölfilms am Austritt der Kühlkanäle wird im Folgenden als Event bezeichnet. Die Auswertung der Hochgeschwindigkeitsaufnahmen zeigt konsistent, dass die Eventhäufigkeit mit steigenden Luft- und Ölmassenströmen zunimmt. Ein plausibler Grund für dieses Verhalten liegt in der Relativgeschwindigkeit zwischen Luft und Öl. Mit zunehmender Luftgeschwindigkeit steigt die Scherspannung an der Oberfläche des Ölfilms. Dadurch werden Instabilitäten auf der Ölfilmoberfläche verstärkt, was die Ablösung des am Kühlkanalaustritt agglomerierten Öls begünstigt. In der Folge wird das Öl häufiger abgelöst und sekundär zerstäubt. Diese Beobachtungen verdeutlichen also, dass der KSS nicht ausschließlich tropfenförmig als fein verteiltes Aerosol, sondern in erheblichem Umfang in Form von Ligamenten aus den Kühlkanälen austritt.
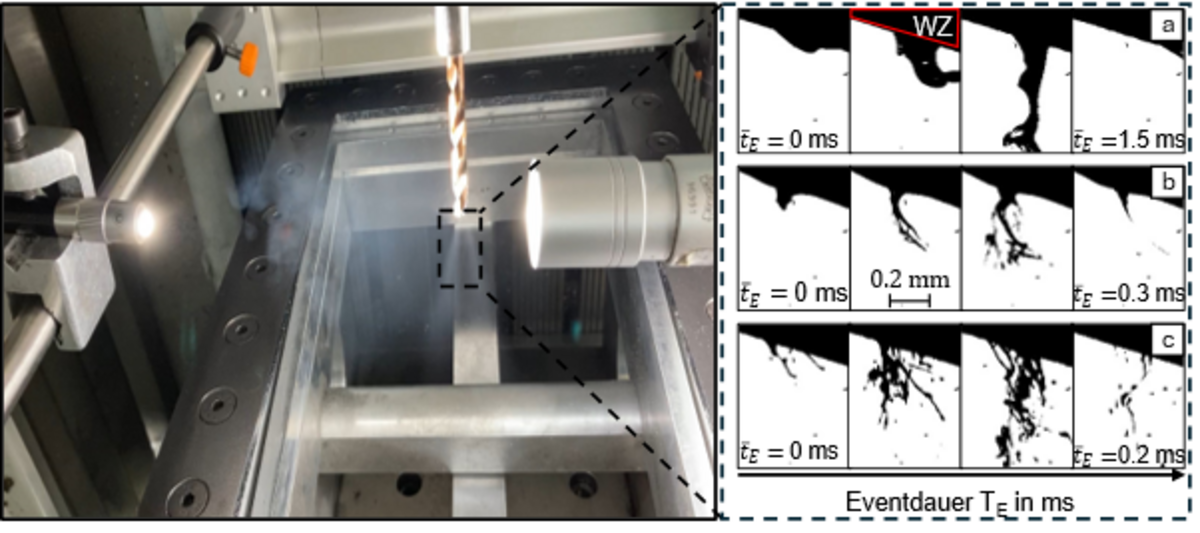
Abb. 4: Versuchsaufbau der Schattenwurfmethode und ausgewählte High-Speed-Kamera-Aufnahmen bei verschiedenen systemspezifischen Stellgrößen (p1 in bar| p2 in bar| afl in mm) der MMS-Anlage, (a: (6|1|125), b: (8|1|125), c: (12|1|125)), nach [1]
Benetzung des Bohrungsgrundes – Simulationsergebnisse im Vergleich
Aus den experimentellen Visualisierungen des Strömungsverhaltens am Austritt aus dem Kühlkanal lässt sich nicht eindeutig ableiten, welche Bereiche des Bohrungsgrundes tatsächlich benetzt werden und wie sich unterschiedliche Zufuhrformen auf die KSS-Verteilung auswirken. Während eine ligamentartige Zufuhr aufgrund ihrer gerichteten Bewegung eine gezielte Beaufschlagung ermöglichen sollte, ist anzunehmen, dass bevorzugt randnahe Bereiche des Bohrungsgrundes benetzt werden, wenn das Werkzeug nicht im Eingriff ist. Bei fein zerstäubten KSS-Tropfen hingegen war die Hypothese, dass diese aufgrund ihrer geringeren Trägheit auch zentralere Bereiche des Bohrungsgrundes benetzen können.
Um diese Hypothesen gezielt prüfen und die experimentellen Beobachtungen mechanismenbasiert erklären zu können, wurden Benetzungssimulation durchgeführt. Ziel dieser Simulationen war es, den Einfluss der beobachteten Zufuhrformen (ligamentartig und tropfenförmig) auf die Verteilung des KSS am Bohrungsgrund systematisch zu untersuchen und daraus Rückschlüsse für eine optimierte MMS-Auslegung beim vibrationsunterstützten Bohren ziehen zu können. Abbildung 5 zeigt die Ergebnisse der Benetzungssimulationen für die beschriebenen Zufuhrformen des KSS am Bohrungsgrund. Dargestellt sind jeweils drei Drehzahlniveaus (0, 600 und 1000 min⁻¹), um auch den Einfluss der Werkzeugrotation auf die Schmierstoffverteilung mit einfließen zu lassen. Aufgrund der Komplexität konnte die Spanbildung in den Simulationen nicht berücksichtigt werden. Die linke Spalte zeigt die Benetzung bei einer überwiegend aus Ligamenten bestehenden Zufuhr des Kühlschmierstoffs. Bereits bei stillstehendem Werkzeug (0 min⁻¹) ist erkennbar, dass der KSS bevorzugt im Randbereich des Bohrungsgrundes auftrifft. Mit zunehmender Drehzahl wird dieser durch die Rotation weiter nach außen transportiert, sodass sich die Benetzung zunehmend auf einen ringförmigen Bereich nahe der Bohrungswand konzentriert. Der zentrale Bereich des Bohrungsgrundes verbleibt dabei weitgehend unbenetzt. Die rechte Spalte zeigt hingegen die Ergebnisse für eine tropfenförmige Zufuhr. In diesem Fall verteilt sich der Kühlschmierstoff bereits bei niedrigen Drehzahlen erwartungsgemäß deutlich gleichmäßiger. Durch die geringere Trägheit der Tropfen gelangen diese bevorzugt in den Zentralbereich des Bohrungsgrundes. Mit steigender Drehzahl nimmt die flächige Benetzung weiter zu, wobei insbesondere der Bereich um die Bohrungsmitte zuverlässig erreicht wird.
Die Simulationen lassen folgende wichtige Schlussfolgerungen zu:
- Eine ligamentartige Zufuhr begünstigt eine verstärkte KSS-Versorgung des Randbereichs des Bohrungsgrundes, insbesondere in der Nähe der Hauptschneiden, woraus eine verbesserte Schmierung in diesem Bereich resultieren sollte.
- Eine tropfenförmige Zufuhr ermöglicht eine effektive Benetzung des zentralen Bohrungsgrundes, insbesondere auch im Bereich der Querschneide. Da hier die mechanischen Lasten am Werkzeug aufgrund der Reib- und Quetschvorgänge besonders hoch sind, sollte sich dies durch eine verminderte Reibung positiv auswirken.
- Keine der untersuchten Zufuhrformen allein kann eine vollständige Benetzung des gesamten Bohrungsgrundes gewährleisten. Erst eine Kombination aus ligamentartiger und tropfenförmiger Zufuhr besitzt das Potenzial, sowohl Rand- als auch Zentralbereiche zuverlässig mit KSS versorgen und damit die thermisch-mechanischen Lasten an Werkzeug und Werkstoff reduzieren zu können.
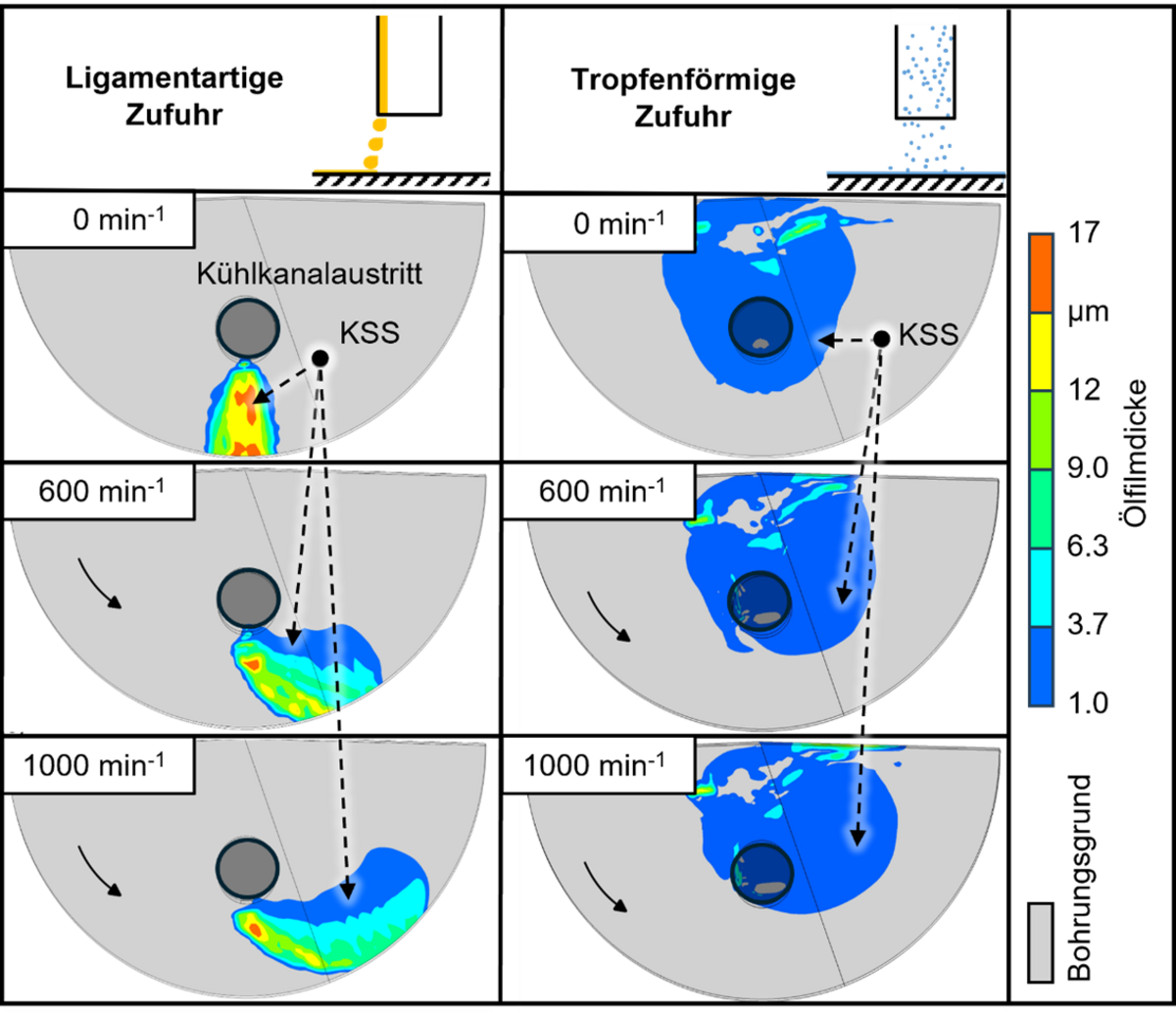
Abb. 5: Benetzungssimulation bei ligamentartiger und tropfenförmiger KSS-Zufuhr und deren Einfluss auf die KSS-Verteilung am Bohrungsgrund, nach [3]
Fazit und Bedeutung für die industrielle Anwendung
Das vibrationsunterstützte Bohren ist besonders geeignet für anspruchsvolle Zerspanaufgaben wie bspw. die Bearbeitung duktiler, schwer zerspanbarer Werkstoffe und/oder bei Bohrungen mit hohen Längen-zu-Durchmesser-Verhältnissen. Durch die Überlagerung der linearen Vorschubbewegung mit der Schwingungsbewegung resultieren periodisch zu- und abnehmende Bohrmomente, die bei der maximalen Spanungsdicke zu einer erhöhten mechanischen Belastung des Werkzeugs führen. Die thermische Belastung ist durch den unterbrochenen Schnitt und die mit der dadurch verbesserten Spanabfuhr im Vergleich zum konventionellen Bohren verringert.
Die kinematisch bedingte Unterbrechung der Spanbildung eröffnet zudem Möglichkeiten für eine verbesserte Versorgung der Zerspanstelle mit KSS unter MMS-Bedingungen, die in einem Kooperationsprojekt des Leibniz-Instituts für Werkstofforientierte Technologien (IWT) und der Universität Bremen systematisch untersucht wird. Grundlage ist eine Rückführung spezifischer Stellgrößen der MMS-Anlage auf die physikalisch wirksamen Größen, welches in diesem Falle die zugeführten Massenströme von Luft und KSS sind. Dadurch konnte nachgewiesen werden, dass unter den gegebenen Zerspanbedingungen ein signifikanter Unterschied der gemessenen Zerspantemperaturen zwischen Trockenbearbeitung und eingeschalteter MMS besteht. Eine Variation des Ölmassenstroms bei konstantem Luftvolumenstrom hatte dagegen keinen erkennbaren Effekt auf die Temperatur. Eine Zunahme des Luftmassenstroms bei konstantem Ölmassenstrom führte zu einem nachweisbaren Absinken der Temperatur durch eine verbesserte konvektive Kühlung.
Zudem konnte gezeigt werden, dass der KSS vorwiegend als Flüssigkeitsligamente und nicht als Aerosol aus den Kühlkanälen austritt. Simulationsrechnungen zeigen zudem, dass ligamentartige und tropfenförmige Zufuhr unterschiedliche Bereiche des Bohrungsgrundes unterschiedlich stark benetzen. Eine ausgewogene Kombination beider Zufuhrarten würde eine großflächige KSS-Versorgung des Bohrungsgrundes ermöglichen und damit die Voraussetzung für eine reduzierte Reibung, geringere thermische Belastungen und eine höhere Prozessstabilität schaffen. Darauf aufbauend wäre eine Erhöhung des Aerosolanteils am Austritt der inneren Kühlkanäle anzustreben. Verallgemeinert bedeutet dies, die Minimalmengenschmierung gezielt so auszulegen, dass eine an die Zerspanaufgabe ausgerichtete, bedarfsgerechte KSS-Versorgung des Bohrungsgrundes erreicht wird. Dadurch ließen sich Werkzeugstandzeit, Produktivität und die Qualität des Arbeitsergebnisses beim Vibrationsbohren erhöhen, ohne den Ressourcenverbrauch signifikant steigern zu müssen.
Ausblick: Prädiktive Optimierung durch Kopplung von Strömungs- und Spanbildungssimulation
Für eine prädiktive Optimierung des Vibrationsbohrprozesses werden die Erkenntnisse aus den experimentellen Untersuchungen zur Kopplung der Spanbildungssimulation mit der Strömungssimulation genutzt. Hierzu dienen in einem ersten Ansatz als Kopplungsgrößen an mit KSS benetzten Oberflächen experimentell ermittelte Wärmeübergangs- und Reibungskoeffizienten. Weitergehend können dann aus Ergebnissen von Benetzungssimulationen Reibungskoeffizientenverteilungen in Abhängigkeit von Schmierstoffmenge, Zufuhrform und Benetzungsgrad in Spanbildungssimulationen berücksichtigt werden. Dadurch ließen sich lokale Aussagen zu Schnittkräften, Temperaturentwicklung und damit der Werkzeugbelastung sowie der Spanform deutlich präziser treffen als bislang. Langfristig bietet dies die Möglichkeit digitale Prozessmodelle zu realisieren, mit denen die Stellgrößen des MMS-Systems, die Werkzeuggeometrie und die Stellgrößen des Vibrationsbohrprozesses gezielt aufeinander abgestimmt werden können.
Förderhinweis:
Gefördert durch die Deutsche Forschungsgemeinschaft (DFG) – Projektnummer: 439950037
Quellen:
[1] Schumski, L., Tonn, T., Sölter, J., Avila, K., Buss, L., Karpuschewski, B.,Fritsching, U., 2024, Minimum Quantity Lubrication (MQL) Supply through Internal Cooling Channels in Drilling Processes, Journal of Manufacturing and Materials Processing, 8(2). doi.org/10.3390/jmmp8020069
[2] Stampfer, B., Zanger, F.,Schulze, V., 2019, In-Process Analysis of Minimum Quantity Lubrication during Drilling of AISI 4140, in Advances in Production Research, Springer Nature: Switzerland, p. 541-550. doi.org/10.1007/978-3-030-03451-1_53
[3] Tonn, T., Geppert, A., Schumski, L., Buss, L., Sölter, J., Karpuschewski, B.,Fritsching, U., 2026, Distribution of metalworking fluid in vibration-assisted drilling using minimum quantity lubrication, Production Engineering, 20(1). doi.org/10.1007/s11740-025-01388-1